宁波汽车监测介绍
设备状态监测及故障预警若干关键技术可归纳如下:(1)揭示设备运行状态机械动态特性劣化演变规律。设备由非故障运行状态劣化为故障运行状态,其机械动态特性通常有一个发展演变过程(2)提取设备运行状态发展趋势特征。在役设备往往具有复杂运行状态,在长历程运行中工况和负载等非故障因素会造成信号能量变化,故障趋势信息往往被非故障变化信息淹没,需较大程度上消除非故障变化造成的冗余信息,进而构建预测模型。动力装备全寿命周期监测诊断方面:实现了支持物联网的智能信息采集与管理、全生命周期动态自适应监测、早期非线性故障特征提取。优化重构出综合体现装备运行工况及表现的新参数,提高异常状态辨识的适应性与可靠性,基于运行过程信息反映装备劣化趋势与故障发展规律,来提高故障早期辨识能力。基于物联网和网络化监测诊断将产品监测诊断与运行服务支持有机集成一体,在应用中实现动力装备常见故障诊断准确率达80%以上。应用于风力大电机、空压机等大型动力装备的集群化诊断领域。提供了基于物联网的动力装备全生命周期监测与服务支持创新模式,提供了其生命周期的远程监测诊断与维护等专业化服务。监测技术通常可以集成到数控机床或生产线的控制系统中,实现实时的刀具健康状态监测。宁波汽车监测介绍

基于数据的故障检测与诊断方法能够对海量的工业数据进行统计分析和特征提取,将系统的状态分为正常运行状态和故障状态。故障检测是判断系统是否处于预期的正常运行状态,判断系统是否发生异常故障,相当于一个二分类任务。故障诊断是在确定发生故障的时候判断系统处于哪一种故障状态,相当于一个多分类任务。因此,故障检测和诊断技术研究类似于模式识别,分为4个的步骤:数据获取、特征提取、特征选择和特征分类。1)数据获取步骤是从过程系统收集可能影响过程状态的信号,包括温度、流量等过程变量;2)特征提取步骤是将采集的原始信号映射为有辨识度的状态信息;3)特征选择步骤是将与状态变化相关的变量提取出来;4)特征分类步骤是通过算法将前几步中选择的特征进行故障检测与诊断。在大数据这一背景下,传统的基于数据的故障检测与诊断方法被广泛应用,但是,这些方法有一些共同的缺点:特征提取需要大量的知识和信号处理技术,并且对于不同的任务,没有统一的程序来完成。此外,常规的基于机器学习的方法结构较浅,在提取信号的高维非线性关系方面能力有限。宁波发动机监测介绍在数控机床中,可以通过监测电机电流来评估刀具的状况。刀具磨损或断裂通常会导致电流变化。
电机状态监测技术是一种了解和掌握电机在运行过程中的状态,以及确定其整体或局部是否有异常或故障的技术。这种技术可以早期发现故障及其原因,并预测故障的发展趋势,从而为设备的维护、修理和更换提供决策依据。电机状态监测技术主要包括以下几种:振动监测技术:通过对电机运行过程中产生的振动信号进行测量和分析,可以判断电机是否存在故障。常见的振动监测方法包括加速度计法、速度计法和位移计法等。温度监测技术:通过埋置在电机内部的温度传感器,对电机运行过程中的温度信号进行检测和分析,可以判断电机是否存在过热等故障。温度监测是电机状态监测中常用的一种方法。电流监测技术:通过对电机的电流进行监测,可以判断电机是否正常运行。例如,电流过高或过低可能意味着电机受阻或负载过重。声音监测技术:通过采集电机的声音信号,并对其进行分析和处理,可以判断电机是否存在故障。声音监测技术常用于电机的故障诊断和预测性维护。光学监测技术:利用光学传感器或摄像头等设备,对电机的运行状态进行实时监测和分析。光学监测技术可以帮助设备操作员及时发现异常情况,例如电机的偏移、卡住或损坏等。
在数控机床中,刀具的监测对于确保加工质量和提高生产效率至关重要。刀具监测主要包括刀具磨损监测和刀具状态监测。刀具磨损监测可以通过多种方法实现,其中一种常用的方法是利用传感器监测切削过程中的物理参数变化,如切削力、振动和温度等。当刀具磨损到一定程度时,这些物理参数会发生变化,通过监测这些变化可以间接判断刀具的磨损情况。此外,还可以采用直接监测方法,如使用光学或触觉传感器直接观察刀具的磨损情况。除了刀具磨损监测,刀具状态监测也是数控机床中的重要环节。刀具状态监测可以通过实时监测刀具的振动、声音和温度等参数,结合数据驱动的算法构建刀具状态与这些参数之间的映射关系,从而实现对刀具状态的准确监测。这种方法可以帮助及时发现刀具的崩刃、破损和卷刃等失效形式,确保加工质量和安全。总之,数控机床中的刀具监测技术对于提高加工质量和生产效率具有重要意义。通过实时监测刀具的磨损和状态,可以及时发现并处理潜在问题,确保加工过程的稳定性和可靠性。电机的运行状态涉及多个参数,包括振动、温度、电流、电压等。同时监测和分析这些多参数复杂性是一个挑战。
电机状态监测和振动分析提供加速度计选择的建议。基于直流和非同步交流电机的常见故障。这些常见故障可通过振动分析检测出来,包括机械和电气故障。重点是传感器的频率范围及其安装方法,以便可靠地检测这些故障。例如,考虑以几百赫兹的周期性频率(称为故障频率)发生的撞击事件,但每个事件的能量可从起始点带走,频率在低至千赫范围内。因此,用于检测撞击、摩擦和凹槽等事件的传感器应在几百赫兹到20千赫的宽频范围内响应。对于传统的机械故障,如平衡和对准,频率范围从约0.2倍的运行速度到50-60倍运行速度是足够的。电气故障需要机械故障所需的低频和高频段。电机会同时出现机械和电气故障,这会导致振动。只要安装的振动传感器具有足够的带宽和灵敏度,就可以检测到这些故障。机械故障伴随着冲击、摩擦和疲劳,会产生比电气故障频率更剧烈的振动,但凹槽除外。凹槽产生的振动频率与摩擦频率大致相同。如果传感器的带宽和安装方法足以检测机械故障,那么它们也将检测电气故障。用摄像头和图像处理技术来监测切削过程中刀具的形状和外观。磨损、缺口或其他异常可能通过图像分析来检测。嘉兴减振监测台
电机监测需要实时获取和处理数据,以及及时发出警报。要求数据采集和处理要高性能的硬件和快速的算法。宁波汽车监测介绍
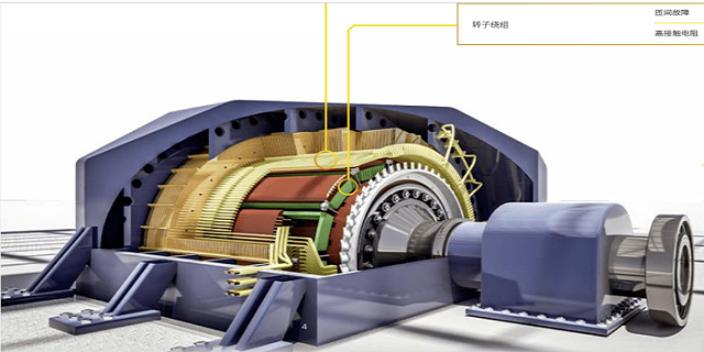
电力系统中发电机的单机容量越大型发电机在电力生产中处于主力位置,同时大型发电机造价昂贵,结构复杂,一旦遭受损坏,需要的检修期长,因此要求有极高的运行可靠性。就我国今后很长一段时间内的缺电、用电紧张的状况而言,发电机的年运行小时数目和满负荷率都较以往高出很多,备用容量很少的情况下,其运行可靠性显得尤为重要和突出。因此对大型机组进行在线监测与诊断,做到早期预警以防止事故的发生或扩大具有重要的现实意义。通常对发电机的“监测”与“诊断”在内容上并无明确的划分界限,可以说监测数据和结果即为诊断的依据。监测利用各种传感器在电机运行时对电机的状态提取相关数据。故障诊断使用计算机及其相应智能软件,根据传感器提供的信息,对故障进行分类、定位,确定故障的严重程度并提出处理意见。因此状态监测和故障诊断是一项工作的两个部分,前者是后者的基础,后者是前者的分析与综合。电机状态监测技术可帮助运行维护人员摆脱被动检修和不太理想的定期检修的困境,按照设备内部实际的运行状况,合理安排检修工作,实现所谓“预知”维修。这样既可避免由于设备突然损坏,停止运行带来的损失,又可充分发挥设备的作用。宁波汽车监测介绍