无锡搅拌摩擦焊应用领域
在焊接过程中,焊头在旋转的同时伸入工件的接缝中,旋转焊头与工件之问的摩擦热,使焊头前面的材料发生强烈塑性变形,然后随着焊头的移动,高度塑性变形的材料流向焊头的背后,从而形成搅拌摩擦焊焊缝。搅拌摩擦焊对设备的要求并不高,**基本的要求是焊头的旋转运动和工件的相对运动,即使一台铣床也可简单地达到小型平板对接焊的要求。但焊接设备及夹具的刚性是极端重要的。焊头一般采用工具钢制成,焊头的长度一般比要求焊接的深度稍短应该指出,搅拌摩擦焊缝结束时在终端留下个匙孔。通常这个匙孔可以切除掉,也可以用其它焊接方法封焊住。针对匙孔问题,目前已有伸缩式搅拌头研发成功,焊后不会留下焊接匙孔。 关于在搅拌摩擦过程中界面原子的运动现在仍处于研究阶段。
苏州市益五机械为您介绍摩擦焊设备的特点。无锡搅拌摩擦焊应用领域
搅拌摩擦焊设备有哪些技术特点呢?
1、塑化过程:
搅拌摩擦焊过程通过材料的热塑性实现,具有较高的焊接一致性,焊缝无热裂纹,无夹杂,无气孔等熔焊缺点;
2、操作简单:
搅拌摩擦焊利用自动化的机械设备进行焊接,避免了对操作技能的依赖性,实现了全自动焊接;
3、简化工序:
焊前无需对铝合金氧化层做预处理,也不需要开坡口,焊接过程中不需要填充材料和保护气,简化了焊接工序;
4、绿色环保:
搅拌摩擦焊接过程,低能量输入,不产生烟尘。飞溅、紫外线以及电磁辐射,实现了焊接过程的绿色环保。
5、焊接性能优越:焊缝残余应力低焊缝强度和韧性高,基本接近母材,提高了焊缝可靠性,节省了维护成本;
6、异质合金焊接:
搅拌摩擦焊可以实现异质合金的焊接,甚至用其它熔焊方法不能实现的焊接组合制品;
搅拌摩擦焊设备供应商——苏州市益五机械感谢您的浏览!!! 新区车床改装摩擦焊厂家搅拌摩擦焊设备供应商电话咨询。

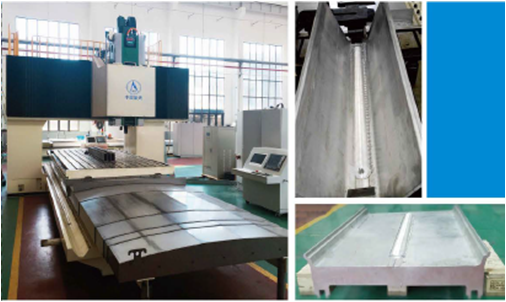
这款中型二维搅拌摩擦焊设备除了以上的设备特点,其中在设备的结构当中,尤其需要采用蜗轮蜗杆传动方式,传动钢性好的C轴。此外还配备大妞矩主轴,高刚性床身,并可扩展恒压力控制、激光焊缝寻踪、起点自动对、焊接参数与提取功能。这些摩擦焊的特点对这款设备的优势更是添加风采,也成为制造业中用途较为广的摩擦焊设备之一。
市场上有太多的摩擦焊设备,那么如果我们采购摩擦焊设备,建议大家可以先了解下摩擦焊设备的特点,以及自己厂的需求,根据自己厂的需求,选择合适的摩擦焊设备
另外,搅拌摩擦焊还有不受轴类零件限制的优点:不受轴类零件的限制,可进行平板的对接和搭接,可焊接直焊缝、角焊缝及环焊缝,可进行大型框架结构以及大型筒体制造、大型平板对接等,扩大了应用范围。
还有无需高的操作技能和训练的优点:搅拌摩擦焊利用自动化的机械设备进行焊接,避免了对操作工人技术熟练程度的依赖,质量稳定,重复性高。
较为突出的特点:不需焊丝和保护气氛的优点:焊接时无需填充材料、保护气体,焊前无需对焊件表面预处理,焊接过程中无需施加保护措施,厚大焊件边缘不用加工坡口,简化了焊接工序。焊接铝金材料不用去氧化膜,只需去除油污即可。 苏州摩擦焊供应商供应哪些种类。
而轴肩的直径大于搅拌指棒的直径。搅拌头的轴肩的作用:一是可以保证搅拌指棒插入的深度;其次是轴肩与被焊材料的表面紧密接触,防止处于塑性状态的母材表面的金属排出而造成的损失和氧化;三是与母材表面摩擦生热,提供部分焊接所需要的搅拌摩擦热。FSW接头焊缝的比较大宽度决定于摩擦搅拌棒肩部直径大小。搅拌摩擦焊要求特殊形状的搅拌指棒,一般要用具有良好耐高温力学和物理特性的抗磨损材料制造。对于铝及其合金等轻型合金材料,在焊接过程中搅拌头的磨损程度很小。焊接过程中,因为搅拌头对焊接区域的材料具有向下挤压和侧向挤压的倾向,所以被焊工件要夹装背垫和夹紧固定,以便承受搅拌头施加的轴向力、纵向力(沿着焊接方向)以及侧向力。通过研究,在对接接头中,搅拌摩擦焊对焊接接头形状、清洁度以及接头装配间隙均有较大的工艺裕度,如搅拌摩擦焊对接焊时在接头间隙为厚度10%的条件下,同样可以得到优良的焊接接头。二、搅拌摩擦焊的特点搅拌摩擦焊由于它是一种固相连接,所以与其他焊接方法相比具有很多的优越性。1.搅拌摩擦焊的优点(1)搅拌摩擦焊是一种***、节能的连接方法对于厚度为,可单道焊双面成型,总功率输入约为3kw。便捷式了解摩擦焊设备参数。吴江旋转摩擦焊特点
吴江摩擦焊设备供应商报价。无锡搅拌摩擦焊应用领域
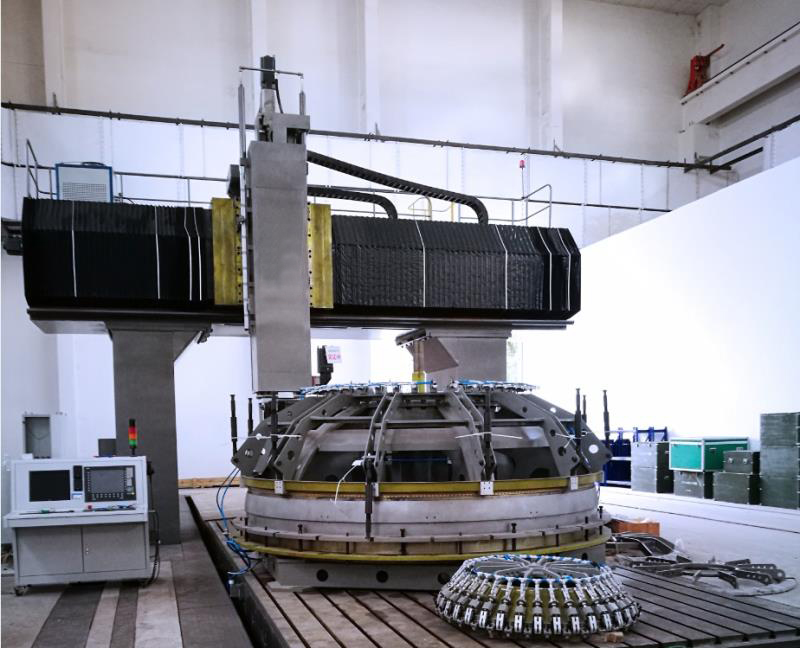
搅拌摩擦焊也适用于钛合金、镁合金、铜合金、铁合金等材料的连接。针对不同的零部件和应用对象,开发研制了系列的搅拌摩擦焊**设备,并且在航空、航天、船舶、汽车等制造领域得到应用。设备主要由机械部分、主轴驱动系统、液压系统、高精度焊接平台及焊接夹具、控制系统、位置传感系统等组成。一影响FSW焊接的因素影响FSW焊接过程稳定性和焊接质量的因素,主要有搅拌头的形状、搅拌头的位置、搅拌头的转速、焊接速度、接头精度以及材料拘束等。表2-1列出了影响FSW焊的主要工艺因素和它们的内容要点表2-1搅拌摩擦焊的工艺因素1.搅拌指棒的材质及形状(1)搅拌指棒的材质由于搅拌指棒要产生并承受摩擦热,高温剪切强度是搅拌指棒根部必须考虑的一个很重要的因素。目前英国焊接研究所采用工具钢来制作搅拌指棒,例如TWI的Nicholas采用工具钢AISI-H13。日本采用了SUS440马氏体不锈钢以及工具钢SKD61作为搅拌指棒的材料。从搅拌指棒的高温强度出发,目前搅拌摩檫焊只能焊接铝、镁及其合金和铜合金等。随着搅拌指棒的材质不断开发,可以预见会有更多的材料适用于搅拌摩檫焊焊接。(2)搅拌指棒的形状搅拌指棒的形状为单纯圆柱形或加工成稍带锥形的圆柱形。无锡搅拌摩擦焊应用领域
苏州市益五机械科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身不努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同苏州市益五机械科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
上一篇: 苏州质量激光摩擦焊设备多少钱
下一篇: 质量激光摩擦焊费用