南通质量双主轴加工中心好选择
双主轴加工中心是欧洲机床企业应汽车制造业的要求开发的新产品,可以同时加工二个工件,成倍提高了加工效率.欧洲主要机床企业都开发了此类产品,形式各异,基本上都在3轴控制以上,很多的达到6轴控制,五轴联动.机床采用双刀库,双换刀机构,Z轴大多采用滑枕移动式,提高了移动速度和加速度,大多可以各自控制两个主轴(Z1/Z2轴)移动.本文介绍欧洲各主要生产厂的双主轴加工中心.
双主轴车铣加工中心把车铣两种工艺集成到一台机床上.车.铣,钻.切等加工都可以在一道工序里全部完成.大幅降低了加工费用,单件加工成本可降低30%. 苏州双主轴加工中心销售。南通质量双主轴加工中心好选择
双主轴立柱组件,涉及加工中心领域,包括:立柱,立柱侧面上竖直安装有靠前Z轴导轨,第二Z轴导轨;滑座,滑座在靠前Z轴丝杆的驱动下上下滑动安装在靠前Z轴导轨上;靠前主轴箱,靠前主轴箱通过水平设置在滑座上的U轴导轨左右滑动安装在滑座上;第二主轴箱,第二主轴箱在第二Z轴丝杆的驱动下上下滑动安装在第二Z轴导轨上;驱动机构,该驱动机构能够驱动靠前主轴箱沿着U轴导轨做靠近或远离第二主轴箱的水平移动;其中,靠前主轴箱,第二主轴箱上分别安装有同样方位的靠前主轴,第二主轴.本申请提供一种双主轴立柱组件,能够主动修正两主轴的间距,方便,快捷,省去人工反复来回移动夹具的麻烦. 常州咨询双主轴加工中心私人定做双主轴加工中心全新价格?

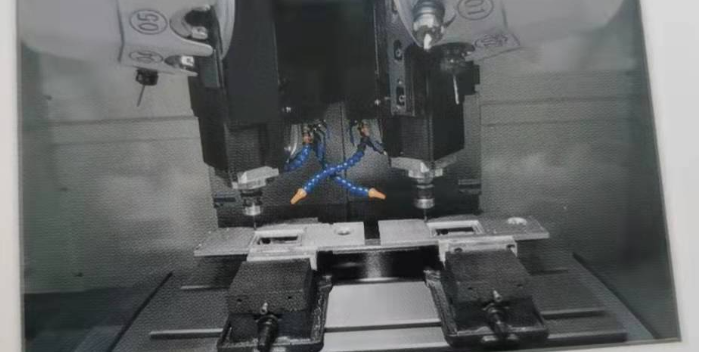
一种双主轴自动加工中心,包括主轴a1和主轴b2,所述主轴a1和主轴b2位于主轴座3上,刀库4位于主轴a1和主轴b2上方,刀库4内设有装载备用刀具的刀盘5,主轴a1、主轴b2与刀盘5之间活动连接换刀机械手6,通过换刀机械手6实现对主轴a1、主轴b2上刀具的更换,主轴a1和主轴b2的对侧设有用于固定待加工工件的移动夹具7,所述主轴a1、主轴b2、换刀机械手6、移动夹具7与智能控制系统连接。
两个所述夹持部间距与主轴a1和主轴b2间距相同,所述主轴a1和主轴b2连接间距自动测量与补偿装置,两个所述夹具间距与主轴a1和主轴b2间距理论相同,如有偏差,系统会自动进行测量并补偿到加工程序中,同时保证两个加工工件的质量。
近年来,用于车削和加工中心的单主轴与双主轴机床一直是一个持续争论的话题。一般来说,欧洲制造商更喜欢双主轴加工的概念,即同时切割两个零件。使用双主轴(双轴)加工中心可以实现大型零件加工的大行程。当两个主轴、两个夹具和两个刀具更换器组合在一台机器上时,具有固有的成本效率和占地面积节省。安装和索具成本、公用事业和冷却剂消耗也较低。现代多功能加工中心可以在同一台机器上车削、钻孔、铣削、攻丝、滚刀,甚至研磨整个零件。多任务处理能力可在材料处理、调度和作业设置方面节省大量时间。由于其灵活性和可编程性,加工中心既可以在灵活的传输线上与专门机器混合使用,也可以专门用于敏捷加工系统。
什么是双主轴加工中心,有人知道吗?
双主轴加工中心系统的制作方法
【技术领域】
本发明涉及金属切削加工设备技术领域,具体是一种双面双主轴加工系统。
【背景技术】
通常,箱体类零件带有许多孔,这些孔往往成对甚至成串出现,其同轴度公差远远小于位置公差,而且这些孔常常分布于箱体的两个端面,孔间跨距很大。目前的加工方式是采用传统卧式加工中心对各个孔逐个镗削,劳动强度大,生产效率低,加工精度难以达到要求。为克服现有技术的不足,本发明的发明目的在于提供一种双面双主轴加工系统,以实现各种同轴孔系的精密镗削。
双主轴加工中心和单轴有什么不同?南京购买双主轴加工中心代理价格
什么是双主轴加工中心?南通质量双主轴加工中心好选择
立式双轴车铣加工中心可以同时在5个面上对预成形工件进行综合加工。对此,加工中心上的3个线性轴同时处于工件上,加工中心还设有一个可旋转90°的回转台,回转台上以266mm的间距分别设有2个传动轴。传动轴的最大转速可以达到5000r/min,扭矩为80Nm,夹紧力为800Nm。所加工的工件的最大直径为150mm。位于工件一侧的主轴在车削加工时进行旋转,而在铣削和钻孔加工时,则与回旋轴一起负责定位。两个铣轴带有HSK-A63型支座,主轴通过法兰盘与AC电机直接连接,由此,力矩比较大可以达到140Nm,转速可以达到10500、12000或15000r/min。当转速达到20000r/min以上时,主轴也可以被用作驱动轴。 南通质量双主轴加工中心好选择
苏州市益五机械科技有限公司是一家服务型类企业,积极探索行业发展,努力实现产品创新。公司致力于为客户提供安全、质量有保证的良好产品及服务,是一家有限责任公司企业。公司拥有专业的技术团队,具有型材加工中心,摩擦焊,慢走丝,钻攻等多项业务。益五机械以创造***产品及服务的理念,打造高指标的服务,引导行业的发展。
上一篇: 张家港库存型材加工中心设备怎么样
下一篇: 宁波常规小型加工中心私人定做