无锡东京精密轮廓仪
三丰轮廓仪的几大特点?【简便】【准确】【快速】测量是三丰轮廓测量仪的特点所在,搭载强大的分析软件的提升着测量效率。而在追求简易快速操作的当下,掌握更多的轮廓测量Tips,可以让您的测量变得事半功倍。1、追踪角度。2、圆弧运动直线运动。3、测量针尖半径补偿。4、圆弧形变。5、Z轴检测方式。6、精度。7、安全装置。8、轮廓形状分析方法。分析轮廓仪形状方法有哪些?完成测量操作后,可以选择以下两种方法进行轮廓的形状分析:数据处理装置和解析程序。实时输入数据处理系统和一个专门的程序使用鼠标或键盘进行分析,从而完成轮廓测量。角度、半径、步骤、间距和等会用数值直接显示进来。另外还可以轻松地结合坐标系进行解析。记录图形经测针半径补偿后绘图器和激光打印机输出。轮廓仪,就选上海日绪精密仪器设备有限公司,有需要可以联系我司哦!无锡东京精密轮廓仪
轮廓仪、粗糙度仪的区别?关于轮廓仪和粗糙度仪轮廓仪与粗糙度仪不是同一种产品,轮廓仪主要功能是测量零件表面的轮廓形状,比如:汽车零件中的沟槽的槽深、槽宽、倒角(包括倒角位置、倒角尺寸、角度等),圆柱表面素线的直线度等参数。总之,轮廓仪反映的是零件的宏观轮廓。粗糙度仪的功能是测量零件表面的磨加工/精车加工工序的表面加工质量,通俗地讲,就是零件表面加工得光不光(粗糙度老国标叫光洁度),即粗糙度反映的是零件加工表面的微观情况。但是,轮廓仪和粗糙度仪关系其实挺密切,为满足用户对粗糙度及轮廓的测量需求、提高测量效率、降低产品成本:采用光栅传感器同时满足粗糙度与轮廓尺寸的测量。超高分辨率传感器可同时满足粗糙度与轮廓尺寸的测量,测量过程中无需更换传感器。嘉兴东京精密轮廓仪轮廓仪可以通过与其他测量仪器的配合,实现更精确的测量和分析。

轮廓仪的应用范围?主要用于机械、汽车、航空、jungong、家具、工具原型、机器等中小型配件、模具等行业中的箱体、机架、齿轮、凸轮、蜗轮、蜗杆、叶片、曲线、曲面等的测量,还可用于电子、五金、塑胶等行业中,可以对工件的尺寸、形状和形位公差进行精密检测,从而完成零件检测、外形测量、过程控制等任务。轮廓仪广泛应用于机械加工、电机、汽配、摩配、精密五金、精密工具、刀具、模具、光学元件等行业。适用于科研院所、大专院校、计量机构和企业计量室、车间。可测轴承、滚针、滚子、电机轴、曲轴、圆柱销、活塞销、活塞、气门、阀门、齿轮、油泵油嘴、液压件、气动件、纺机配件等。
如何快速选型轮廓仪,很多没接触过轮廓仪的用户对这个还是比较陌生的,轮廓仪其实很简单,操作也不复杂,下面我讲几个要点就可以快速选好轮廓仪。确认测量范围,X方向的范围这个是决定一次能测多长范围的轮廓,Z轴范围,了解产品放到夹具后有多高,如果行程选小了碰到高的产品就用不了,其次要看Z1传感器的范围这个很关键,再一个就是看测量精度要求,就是Z轴有手动和自动之分,预算充足就选全自动的。接触式轮廓仪广泛应用于机械加工、电机、汽配、摩配、精密五金、精密工具、刀具、模具、光学元件等行业,可测轴承、滚针、滚子、电机轴、曲轴、圆柱销、活塞销、活塞、气门、阀门、齿轮、油泵油嘴、液压件、气动件、纺机配件等。由轮廓仪一次测量出钢球或圆柱滚子的轮廓以及轴承外圈或内圈的轮廓,利用轮廓仪驱动箱高精度定位功能,使轮廓仪具有了两维坐标测量分析能力。利用轮廓仪测量轴承滚道沟位置的方法主要有以下四种方法:滚子法、钢球法、旋转法、全沟套圈**廓仪可以通过比较不同时间点的轮廓数据来监测物体的变化和变形。

粗糙度轮廓仪的操作步骤?粗糙度轮廓仪在近年来应用的还算比较广,大部分都是应用在机械加工、光学加工、电子加工等精密加工行业当中,那粗糙度轮廓仪是如何检测产品的呢,下面就让我们来了解一下吧。一、测试时的安装点:1、正确的固定驱动检测部件和工件测量过程需要确保驱动检测部件和测量表面不移位。当将驱动检测部分连接到高度计等时,牢固地固定驱动检测部分。2、让测针(探针)正确接触测量表面。确保探测器的触针正确接触测量表面,并且探测器与测量表面平行。二、测量前的准备,擦拭待测工件表面;将仪器正确,平稳,可靠地放置在待测表面上,传感器的滑动路径必须垂直于待测量工件表面的加工纹理的方向,注意:正确,标准化的操作是准确测量结果的先决条件。牢固地固定驱动部件和测量对象为确保驱动部件在测量过程中不会偏离,驱动部件和测量对象牢固地固定,将产品正确安装在测量对象上。使测针正确接触测量表面,探测器与测量表面平行。轮廓仪可以精确地测量物体的高度、宽度、长度和曲率等参数。安徽轮廓仪精度
轮廓仪的操作简单方便,只需将物体放置在测量平台上,启动测量程序即可。无锡东京精密轮廓仪
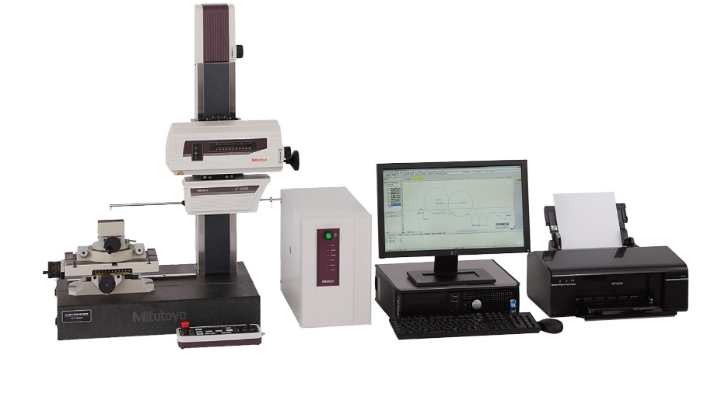
轮廓仪用来做什么?轮廓仪是用来测量各种机械零件素线形状和截面轮廓形状,轮廓测量仪为自动测量设备,需测量表面轮廓装好被测工件,在检定软件上设定扫描的开始、结束位置,点击开始按钮,测针会自动接触工件表面,并按设定的位置扫描,在进行轮廓扫描的过程中,软件界面会实时描绘轮廓曲线,扫描结束后,操作者可通过轮廓分析工具对生成的轮廓曲线进行分析,得到如直线度、圆度、角度、距离、间距等轮廓参数。轮廓仪使用注意事项?为保证测量结果的准确可靠,再用轮廓仪测量沟位置时要注意做好测量准备工作,如端面去毛刺,恒温等,测量前仪器调整时,应使轮廓仪的测针位于被测沟道的大或小沟径上,并且保证被测工件的轴向方向与测针的移动方向保持平行。分析时注意沟道的沟形误差对测量结果的影响,若被测的沟形误差较大时,不能直接用由沟道拟合成的圆的圆心坐标直接计算沟位置,而是要用沟道的低点坐标值来计算沟位置。无锡东京精密轮廓仪
上一篇: 苏州自动轮廓仪
下一篇: 威而信轮廓仪私人定做