威而信轮廓仪厂家直销
粗糙度仪轮廓单元,轮廓单元指的是一个轮廓峰与相邻的一个轮廓谷的组合。一个轮廓单元的轮廓峰高与轮廓谷深之和,称为轮廓单元高度,用Zt表示;一个轮廓单元与X轴相交线段的长度,称为轮廓单元宽度,用Xs表示。螺纹测量是怎么解决的:以表面轮廓测量仪为基础机台,测量原理与表面轮廓仪测量仪一样,即采用直角坐标测量法,通过X轴、Z轴传感器,测绘出被测零件的表面轮廓的坐标点,通过电器组件,将传感器所测量的坐标点数据传输到上位PC机,软件对所采集的原始坐标数据进行数学运算处理,标注所需的工程测量项目。螺纹测量:中径、单一中径、大径、小径、螺距、牙型全角、牙形半角、锥度、齿顶圆弧、齿底圆弧、齿顶宽、齿底宽、齿高等,并自动判别。轮廓仪被测表面容易被触针划伤,为此应在保证可靠接触的前提下尽量减少测量压力。威而信轮廓仪厂家直销

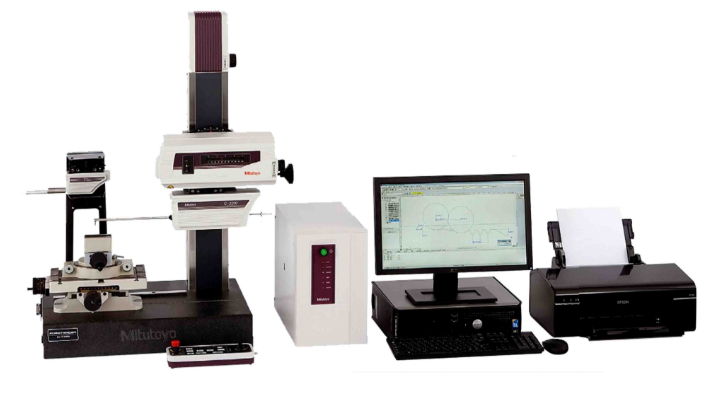
轮廓仪的精度校准主要通过以下步骤进行:1.选择标准样品:选择一个具有清晰、明确轮廓的样品作为标准样品,确保该样品无任何磨损或划痕。2.调整仪器:将轮廓仪的测头移动到标准样品的轮廓上,调整仪器参数,使测头与样品轮廓完全接触。3.校准零点:将轮廓仪的测头移动到标准样品的无轮廓区域,调整仪器零点,确保仪器不记录任何读数。4.校准精度:使用标准样品,将轮廓仪的测头沿着样品的轮廓移动,观察仪器显示的读数是否与标准样品轮廓的实际值相符。如果存在误差,需要调整轮廓仪的精度校准参数。5.重复校准:为确保校准结果的准确性,需要多次重复以上步骤,以验证轮廓仪的精度是否得到了正确校准。需要注意的是,具体的校准步骤和参数调整可能因为不同型号的轮廓仪而有所不同,因此在进行精度校准时,需要参考轮廓仪的使用手册或专业指导。 接触式轮廓仪结构接触式轮廓仪是通过触针在被测物体表面滑过获取表面轮廓参数。

关于粗糙度仪误差校准的方法相关知识分享:粗糙度仪在测量前,通常需用标准样板进行校准。调心调平工作台目前分为两种方式:自动和手动,自动调整台虽然调节效率高,但同时其结构较为复杂,生产成本高,在追求性价比的国内市场,手动调整的工作台因为其结构简单,制造成本低的同时又可以保证较高的调心调平的精度更为用户所接受。调心调平工作台配合自主研发的高精度气浮精密转台,同时配合辅助调心软件缩短了霍梅尔粗糙度仪测量工作台的调整时间、提升了测量效率及调节的准确性,增加了用户的体验感。粗糙度∶以前一般叫表面光洁度,是用来评定工件表面质量的专业术语,早期一般用对比样板来评定工件表面粗糙度,从1到14一共分为14个等级,随着科技的发展使用者对工件表面质量要求也越来越高,原来的检测手段已经不能满足我们的需求,这也就加快了表面粗糙度仪的诞生。粗糙度仪是检测工件表面粗糙度的数字化电子仪器,由于准确度高、稳定性好、便于操作等优点迅速普及开来。
轮廓仪、粗糙度仪的区别?关于轮廓仪和粗糙度仪轮廓仪与粗糙度仪不是同一种产品,轮廓仪主要功能是测量零件表面的轮廓形状,比如:汽车零件中的沟槽的槽深、槽宽、倒角(包括倒角位置、倒角尺寸、角度等),圆柱表面素线的直线度等参数。总之,轮廓仪反映的是零件的宏观轮廓。粗糙度仪的功能是测量零件表面的磨加工/精车加工工序的表面加工质量,通俗地讲,就是零件表面加工得光不光(粗糙度老国标叫光洁度),即粗糙度反映的是零件加工表面的微观情况。但是,轮廓仪和粗糙度仪关系其实挺密切,为满足用户对粗糙度及轮廓的测量需求、提高测量效率、降低产品成本:采用光栅传感器同时满足粗糙度与轮廓尺寸的测量。超高分辨率传感器可同时满足粗糙度与轮廓尺寸的测量,测量过程中无需更换传感器。轮廓仪,就选上海日绪精密仪器设备有限公司,用户的信赖之选,有需求可以来电咨询!
基本参数(Ra、Rz)的选择:幅度参数是标准规定的基本参数,可以**选用,如零件无特殊要求,一般*选用幅度参数。幅度参数的选用原则如下:1.在常用的幅度参数值范围内(=0.025~6.3μm,=0.1~25μm)范围内,标准推荐优先选用。在评定参数中,常用的是。参数概念直观,其值反映表面粗糙度轮廓特性的信息量大,能够完整、***地表征零件表面轮廓的微小峰谷特征。2.对于>6.3μm和Ra<0.025μm范围内的零件表面,多采用。在此参数范围内,零件表面过于粗糙度或过于光滑,不便采用触针式轮廓仪测量,此时选用,便于用测量的仪器进行测量。通常用光学仪器(光切显微镜和干涉显微镜)测量,测量范围为0.1~60μm,但由于测量点有限,反映出的表面轮廓信息不如***,有一定局限性。3.当零件表面不允许有较深加工痕迹,防止应力集中,要求保证零件的抗疲劳强度和密封性时,需选或同时选用和。4.当被测表面面积太小,难以取得一个规定的取样长度,不适宜采用评定时,也常选用作为评定参数。5.零件材料较软时,不能选用,因为值常采用针描法进行测量,针描法用于测量软材料,可能会划伤被测表面,而且也会影响测量结果的准确性。表面轮廓仪什么原理?怎么挑选?淮安轴承轮廓仪
轮廓仪可以通过与其他测量仪器的配合,实现更精确的测量和分析。威而信轮廓仪厂家直销
轮廓仪测量步骤:1.将测针正确、平稳、可靠地移动在工件被测表面上。2.工件固定确认工件不会出现松动或者其它因素导致测针与工件相撞的情况出现。3.在仪器上设置所需的测量条件。4.开始测量。测量过程中不可触摸工件更不可人为震动桌子的情况产生。5.测量完毕,根据图纸对结果进行分析,标出结果,并保存、打印。粗糙度仪在评定参数选择:在国家标准《GB/T1031-2009表面粗糙度参数及其数值》中规定了评定表面粗糙度的参数及其数值和规定表面粗糙度时的一般规定。标准中给出了、、RSm、Rmr(c)等参数。在表面粗糙度的评定参数中,、两个高度幅度特征参数为基本参数,RSm、Rmr(c)为附加参数。这些参数分别从不同角度反映了零件的表面形貌特征,但都存在着不同程度的不完整性。因此,在具体选用时要根据零件的功能要求、材料性能、结构特点以及测量的条件等情况,适当选用一个或几个作为评定参数。威而信轮廓仪厂家直销
上一篇: 威而信轮廓仪私人定做
下一篇: 曲面轮廓仪参数