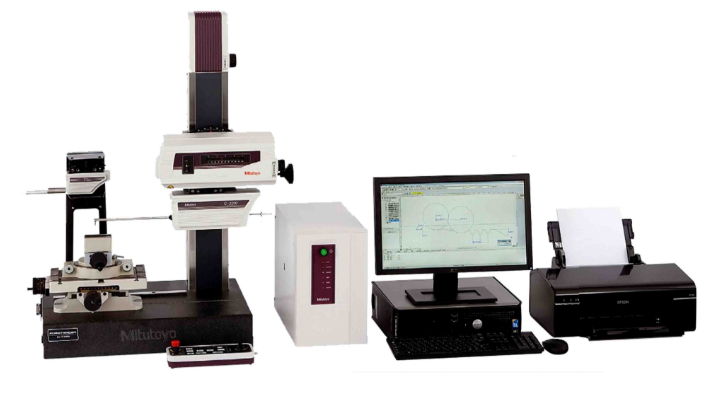
进口轮廓仪结构
在实际应用中,通常采用类比法初步确定表面粗糙度值,然后再对比工作条件做适当调整。调整时应考虑以下原则:1.同一零件上,工作表面的粗糙度参数值小于非工作表面的粗糙度参数值。尺寸精度高的部位,其粗糙度参数值应比尺寸精度低的部位小。2.摩擦表面的粗糙度参数值比非摩擦表面小;滚动摩擦表面比滑动摩擦表面的粗糙度参数值要小。其相对速度愈高,单位面积压力愈大,粗糙度参数值值应愈小。3.受循环载荷作用的重要零件的表面及易引起应力集中的部分(如圆角、沟槽、台肩等),其表面粗糙度参数值应较小。4.要求配合性质稳定可靠时,其配合表面的糙度参数值应较小。特别是小间隙的间隙配合和承受重载荷、要求联接强度高的过盈配合,其配合表面的糙度参数值应小一些。一般情况下,间隙配合比过盈配合的糙度参数值要小。配合性质相同,零件尺寸越小,表面粗糙度参数值应越小;轮廓仪的测量精度通常在微米级别,能够满足高精度测量的需求。进口轮廓仪结构

轮廓仪的测试时间是指完成一次测量所需的时间长度。测试时间的选择应该根据具体的应用场景和要求进行权衡。在一些应用场景中,需要快速地完成测量,以便提高生产效率和产品质量。例如,在生产线上的质量控制中,轮廓仪需要快速地对每个零件进行测量,以确保其符合规格要求。在这种情况下,测试时间越短越好。然而,在其他一些应用场景中,对测量结果的准确性和精度要求更高,需要更长的时间来完成测量。例如,在科学研究或高级制造中,需要使用高精度的轮廓仪对物体的轮廓进行精细测量。在这种情况下,测试时间可能需要更长一些,以确保测量的准确性和精度。因此,轮廓仪的测试时间应该根据具体的应用场景和要求进行选择。在满足测量要求的前提下,尽可能地缩短测试时间可以提高生产效率和产品质量。 安徽轮廓仪图形轮廓仪可以精确地测量物体的高度、宽度、长度和曲率等参数。

轮廓仪是一种高精度的测量仪器,主要用于测量物体表面的形状和尺寸。其优势主要体现在以下几个方面:1.高精度:轮廓仪的测量精度通常可以达到微米甚至纳米级别,能够准确记录和评估物体的几何形状和尺寸。2.非接触测量:轮廓仪通常采用非接触的测量方式,这使得测量过程不会对物体产生任何物理影响,从而降低了测量误差。3.高速测量:轮廓仪的测量速度非常快,可以在短时间内获取大量的测量数据,从而提高了生产效率。4.普遍的适用性:轮廓仪适用于各种材料和表面,包括金属、塑料、玻璃、橡胶等等。同时,它也适用于各种不同形状的物体,如平面、圆柱、球体、曲面等。5.高度自动化:现代轮廓仪通常具有自动化测量和数据分析功能,这很大程度上降低了人工操作带来的误差,同时也提高了测量效率。
轮廓仪的精度和分辨率是通过一系列关键指标来确定的,包括重复性误差、测量范围、分辨率、测试时间等。1.重复性误差是指轮廓仪在多次测试同一物体时,测量结果的离散程度。为了提高重复性误差,需要确保轮廓仪的测量系统稳定可靠,并使用合适的测量方法和程序。2.测量范围是指轮廓仪测量的小和大尺寸范围。根据被测物体的尺寸和形状,选择合适的测量范围可以确保测量的准确性和精度。3.分辨率是指轮廓仪测量时的小分辨率。高分辨率轮廓仪可以更准确地测量物体的细节和微小特征。4.测试时间是指轮廓仪完成一次测量所需的时间长度。测试时间过长或过短都可能影响测量的精度和准确性。因此,需要根据具体的应用场景和要求选择合适的测试时间。此外,轮廓仪的精度和分辨率还受到其他因素的影响,如触针尖半径及触针角度、测量力、测量基准线、测量头移动速度和轮廓仪校准后的基本误差等。为了提高轮廓仪的精度和分辨率,需要综合考虑这些因素,并采取相应的措施进行优化和控制。 电动轮廓仪按传感器的工作原理分为电感式、感应式以及压电式多种。
轮廓仪的精度对工件加工有很大的影响。在工件加工过程中,轮廓仪可以用于测量工件的尺寸、形状和表面质量等参数,以确保工件的精度和质量符合要求。如果轮廓仪的精度不高,那么测量结果可能会出现误差,这可能会导致工件加工出现偏差,从而影响工件的质量和性能。此外,轮廓仪的精度也直接影响了工件加工的效率。如果轮廓仪的测量速度很慢,那么工件加工的效率就会降低,从而增加了生产成本。因此,轮廓仪的精度和测量速度都是影响工件加工的重要因素。总之,轮廓仪的精度对工件加工有很大的影响,它不仅决定了工件的精度和质量,还影响了工件加工的效率和成本。因此,在选择轮廓仪时,需要考虑其精度、测量速度、适用范围等因素,以确保工件加工的质量和效率。 轮廓仪,就选 上海日绪精密仪器设备有限公司,让您满意,欢迎您的来电!安徽轮廓仪供应
轮廓仪,就选上海日绪精密仪器设备有限公司,让您满意,期待您的光临!进口轮廓仪结构
轮廓仪主要通过接触式和非接触式两种测量方法来对物体的轮廓、二维尺寸、二维位移进行测量与检验。接触式测量主要是利用仪器的触针与被测表面之间的滑动来测量,能够直接测量孔、槽等一些难以测量的零件的表面粗糙度,并能根据某种评定标准直接读出或画出表面轮廓曲线的形状,具有测量速度快、结果可靠、操作方便等优点。非接触式轮廓仪则是一种基于白光干涉原理的高精度微观形貌测量仪,可测量从超光滑到粗糙、低反射率到高反射率的各类物体的粗糙度、平面度、微观几何轮廓和曲率,并根据ISO/ASME/EUR/GBT提供300多种2D和3D参数作为评价标准。在具体操作中,轮廓仪的使用方法会因型号和具体应用场景而异,但一般来说,它们都需要对被测物体进行扫描和数据处理,以获得准确的测量结果。例如,对于车轮外形的测量,一个影像位移传感器会沿着车轮外形作线性运动并记录表面数据,计算机通过记录扫描运行距离和激光距离数值得出车轮表面外形数据,以及特征变化参数,例如车轮轮缘厚度、高度、宽度,方位及车轮规格尺寸。以上信息只供参考,如需了解更多信息,建议咨询专业人士。 进口轮廓仪结构
上一篇: 江苏轮廓仪作用
下一篇: 浙江三丰粗糙度轮廓仪