智能轮廓仪检查
轮廓仪主要可以分为以下几种类型:1.接触式轮廓仪:这种轮廓仪通过接触物体表面来测量轮廓。它使用一个测量探头,该探头会与物体表面物理接触,以测量形状和尺寸。这种类型的轮廓仪精度较高,但可能会因为探头磨损或物体表面的纹理而产生误差。2.非接触式轮廓仪:这种轮廓仪不与物体表面直接接触,而是使用光学或激光技术来测量轮廓。常见的非接触式轮廓仪包括激光扫描仪和显微镜。这种类型的轮廓仪不会因为探头磨损或物体表面的纹理而产生误差,但可能受到光线条件或物体表面的反射性质的影响。3.扫描式轮廓仪:这种轮廓仪通过扫描物体表面来测量轮廓。它通常使用一个旋转探头或扫描器来获取表面数据,然后将这些数据转换为轮廓信息。扫描式轮廓仪通常具有较高的测量速度和精度,但可能需要较长的测量时间。4.光学轮廓仪:这种轮廓仪使用光学原理来测量轮廓。它通常使用一个透镜系统来将物体表面的图像聚焦到一个传感器上,然后通过分析这个图像来测量轮廓。这种类型的轮廓仪精度较高,但可能会受到光线条件和物体表面的反射性质的影响。 轮廓仪的测量结果可以通过计算机软件进行分析和处理,提供详细的测量报告。智能轮廓仪检查
轮廓仪是一种用于测量物体轮廓或表面粗糙度的仪器。其工作原理主要基于光的反射和干涉现象。轮廓仪通常采用一个光源,发出的一束光经透镜后形成平行光束照射在待测物体上。如果物体表面是平滑的,那么反射光将沿原方向返回;而如果物体表面有凹凸不平的轮廓,那么反射光将偏离原方向。接着,这些反射光被一个接收器捕获,并被转换为电信号。这些电信号随后被处理和分析,从而得出物体的轮廓信息。为了更准确地测量,往往需要使用干涉技术。当两束光相互干涉时,会产生明暗相间的条纹,这些条纹可以揭示出物体表面的高度差异。轮廓仪广泛应用于各种领域,如制造、质量控制、医学诊断等,帮助我们更好地理解物体的形状和表面特性。以上信息只供参考,如有需要,建议您咨询专业人士。 浙江轮廓仪产地轮廓仪可以在工业生产中用于质量控制和检测,以确保产品符合规格要求。

轮廓仪的测量原理主要是通过光学原理来测量物体的轮廓。具体来说,轮廓仪可以通过以下几种方式来测量物体的轮廓:1.光学显微镜:轮廓仪可以使用光学显微镜原理来测量物体的轮廓。通过将物体放置在显微镜的载物台上,调节显微镜的焦距和物距,使得物体的轮廓清晰可见。然后,使用显微镜的测量功能,对物体的轮廓进行测量。2.激光扫描:轮廓仪可以使用激光扫描原理来测量物体的轮廓。通过将激光束照射在物体表面上,激光束会反射回来并被检测器接收。然后,轮廓仪内部的电路会根据激光束的反射情况计算出物体的轮廓。3.干涉:轮廓仪可以使用干涉法来测量物体的轮廓。通过将光线分成两束并使它们干涉,观察干涉图案的变化,可以得到物体表面的高程信息。干涉法通常需要使用特殊的干涉仪和光学系统,因此较为复杂。4.共焦显微:轮廓仪可以使用共焦显微法来测量物体的轮廓。通过将物体放置在显微镜的载物台上,调节显微镜的焦距和物距,使得物体的轮廓清晰可见。然后,使用共焦显微镜的测量功能,对物体的轮廓进行测量。总之,轮廓仪的测量原理主要是通过光学原理来测量物体的轮廓。不同的轮廓仪可能会采用不同的光学原理和技术来进行测量,但它们的基本原理是相似的。
表面波纹度是什么?表面波纹度是间距大于表面粗糙度但小于表面几何形状误差的表面几何不平度,属于微观和宏观之间的几何误差。它是由于零件表面在机械加工过程中,机床与工具系统的振动而形成的。表面波纹度直接影响零件表面的机械性能,如零件的接触刚度、疲劳强度、结合强度、耐磨性、抗振性和密封性等。表面波纹度和表面粗糙度有什么区别?波距λ<1mm时,按表面粗糙度处理;波距:1mm<λ<10mm,按表面波纹度处理;波距λ>10mm,按形状位置误差处理,主要有实际表面轮廓,表面粗糙度轮廓,波纹度轮廓,宏观形状轮廓。轮廓仪可以帮助检测产品的尺寸偏差、形状缺陷和表面平整度等问题。
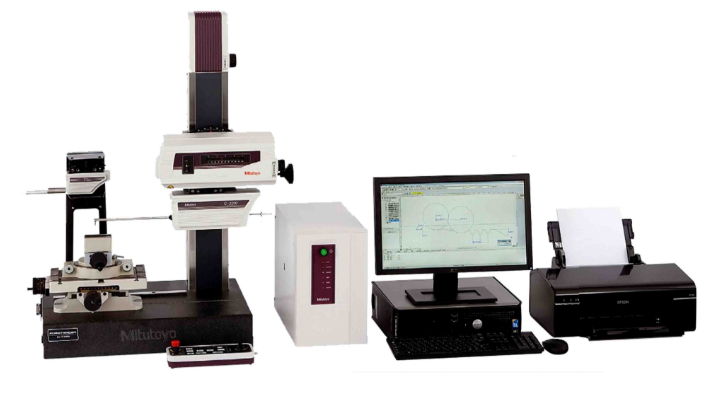
技术亮点X轴采用摩擦直线导轨,精度高,寿命长X-Z1轴采用进口数字式传感器,精度高、线性好简易的测针更换设计,一次安装,无需校正.软件支持中英文一键切换支持winXP、win7系统.软件标注与CAD标注一样圆弧、线自动识别支持DXF格式文件导入、导出,定制CAD格式导出支持连续标注、基准标注、支持任意插入点支持图形自由旋转及坐标自由旋转原始数据自动保存,便于多次标注.镜像功能,可保存标注后文件可对X、Z1轴当前位置进行监控.具有测针自动接触、自动抬起、自动回退功能.可以对操作进行无限次的撤销及恢复操作捕捉开关打开时,自动生成及捕捉交点、圆心、线段中点、端点、圆弧交点、中点、切点等特征点.即使在非比例放大的情况下,也能进行正常的角度、圆弧、水平、垂直、线性等标注。轮廓仪可以通过网络连接,实现远程监控和数据共享。3d轮廓仪私人定做
轮廓仪采用非接触、光学相移干涉测量方法,测量时不损伤工件表面,能快速测得工件表面微观形貌的立体图。智能轮廓仪检查
轮廓测量仪的结构特点?选用高精度光栅测量系统和高精度电感测量系统,测量精度高;导轨材料耐磨性好、保证?系统稳定可靠工作;高性能直线电机驱动系统,保证测量稳定性高、重复性好;功能强大、自动处理数据、打印各种格式的检定报告,自动显示、打印、保存、查询测量记录;可自动和手动选取被测段进行评定;测量范围广,可满足绝大多数类型的工件粗糙度轮廓测量;轮廓仪的追踪角度?追踪角度是指相对测针的进给方向,测针可以沿测量物的形状上升或下降的极限角度。三丰测针前列角度为12º的单切面测针时,上升角度为77º,下降角度为87º。但如果是圆锥形测针(锥角30º)的话,追踪角度则会变小,表面上看虽然是77º以下,但受上行斜面表面粗糙度的影响,会部分存在77º以上的斜面,测力也会受到影响。追踪角度是轮廓仪测量中非常重要的,是测量操作过程中方便效率的体现。智能轮廓仪检查