湖北手动多工位虎钳
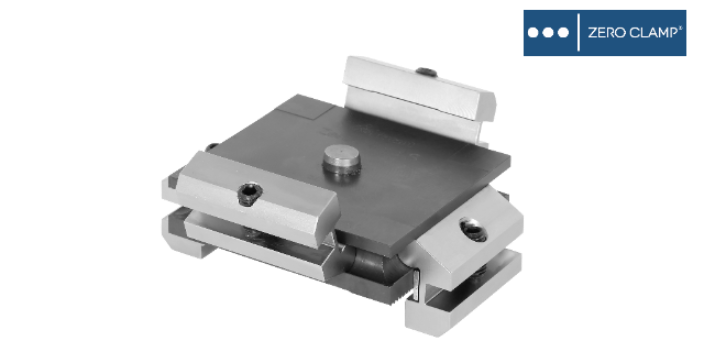
Zero Clamp多工位虎钳的虎钳可首尾连接使用,理论上可以装夹任意尺寸的工件,大幅度提高了灵活性。根据特殊工件的形状,可以在软材质顶置钳和软材质前置钳上铣出对应轮廓的形状钳。多个虎钳实现大型工件的装夹。虎钳同样可以通过T型槽或螺纹孔固定在工作台上。特殊工件的装夹(浇铸件,火花切割件)。虎钳配合带活动功能的上置钳口,对曲面,不对称轮廓工件实现装夹。特别是当虎钳固定在单个夹紧盘上时,装夹的性能得到了进一步提升。工件用挡块限位,下方的两个虎钳固定工件的两端,中间的两个虎钳对工件实现辅助夹紧。使得工件在加工过程中更加稳定。
多工位虎钳主体一体成型,韧性好,稳定。湖北手动多工位虎钳
多工位虎钳
zero clamp钳夹独特的优势: 使用HSK原理,达到高精度,在夹紧定位拉钉时,夹紧盘的定位锥环在其弹性范围内略微扩张,通过形变达到一定零游隙,重复精度为2.5um(0.1 thou)。只需要一种类型的定位拉钉,维修、保养简单,因为只有一种拉钉:定位拉钉。无定位拉钉、补偿拉钉、夹紧拉钉之分。热对称,热效应补偿和轴心距误差补偿,定位锥环始终向夹紧盘中心补偿误差。(例如在圆桌上,托盘的中心总是保持在旋转轴的中心)。非自锁系统,在产生碰撞的情况下,夹紧装置让步,由此可以避免机器主轴受到可能的损坏。(能源供给出现故障时,可通过泄气螺栓卸载夹紧力,移除夹紧装置)。北京多工位虎钳多工位虎钳对丝杠、螺母等活动表面应经常清洗、润滑,以防生锈。
多工位虎钳的拆卸原则:零部件的拆卸要求:1)遵循“恢复原机"的要求。2)对于机器上的不可拆连接,壳体. 上的螺柱,以及一些经过调整、拆开后不易调整复位的零件,一般不进行拆卸。3)遇到不可拆组件或复杂零件的内部结构无法测量时,尽量不拆卸或少拆卸。零部件的拆卸步骤,1)拆卸前的准备工作,备好拆卸工具,研究拆卸顺序及方法;2)拆卸时按预定的顺序和方法进行拆卸,且将零件编号,并按顺序或分类等方式妥善保管。对不可拆卸的连接、过盈配合的零件尽量不拆,以免损坏或影响装配精度。
德国ZERO CLAMP多工位虎钳的作用便是帮助用户完结工装夹具与机床之间的快速定位和夹紧,削减机械加工中的辅佐时间。它包含两部分:零点定位器(凹头)和定位接头(凸头),零点定位器通过大直径高刚度的滚珠夹紧定位接头,当给零点定位器通入60bar的液压或许6bar气压时,滚珠向两边散开,定位接头可自由进出零点定位器;当堵截压力时滚珠向中心挨近并锁紧定位接头。这两部分之间的重复定位精度是0.002mm,一起供应5 kN至30kN的夹紧力。运用时将零点定位器(凹头)设备到机床作业台上,凹头在机床作业台上的方位标记为零点,依据实践加工需要可设备多个定位器凹头(至少2个);定位接头凸头与夹具、工装或许工件通过定位台阶和螺栓紧固到一起(每个夹具、工装或工件至少设备2个定位接头凸头)。当需要加工某个工件时可直接通过零点定位基准夹具系统设备到机床作业台上,无需调整方位和找正精度,整个进程可在1分钟内完结(以往替换夹具或工件用于找正方位精度和调整的时间往往超过1个小时或许更长时间),大幅度下降了机械加工的辅佐时间,前进机床的实践出产功率。应选择与加工机床相匹配的多工位虎钳。
多工位虎钳夹装钢件要注意什么问题?多工位虎钳夹装钢件时注意的问题:为了能装夹得牢固,防止刨削时钢件松动,必须把比较干整的平面贴紧在垫铁和钳口上。要使钢件贴紧在垫铁上,应该一面夹紧,一面用手锤轻击钢件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。为了不使钳口损坏和保持已加工表面,夹紧钢件时在钳口处垫上铜片。刚性不足的:钢件需要支实,以免夹紧力使钢件变形。钢件的被加工面必须高出钳口,否则就要用平行垫铁垫高钢件。多工位虎钳配合虎钳,由零点拓展基座抬高,可实现轮廓无干扰的五面加工。四川多工位虎钳售价
多工位虎钳夹紧工件时要松紧适当,只能用手拧紧手柄,不得借助其他工具加力。湖北手动多工位虎钳
多工位虎钳对精度有什么样的要求?1、底面平面度,底面平面度是指整个底面的平整程度,如底面平面度为0,多工位虎钳03mm/100mm,意思是在100mm内底平面的高度差在0.03mm以内。允许中间凹,不允许中间突出。2、导轨面平面度,指的是多工位虎钳安装在工作台上后,工作面的平面度,精度解释和底面平面度一样。3、垂直度,全称固定钳口面对导轨面垂直度,指的是相对于在导轨面垂直平面,固定钳口面的高度差。4、平行度,全称两钳口平行度,指的是多工位虎钳的固定钳口和活动精密工具多工位虎钳钳口在单位长度上的距离差。用于精加工的多工位虎钳数值小,粗加工的数据较大。湖北手动多工位虎钳