广东德国多工位虎钳
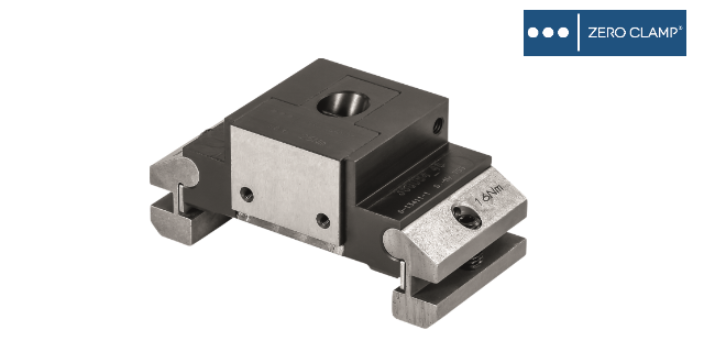
zero clamp钳夹独特的优势: 使用HSK原理,达到高精度,在夹紧定位拉钉时,夹紧盘的定位锥环在其弹性范围内略微扩张,通过形变达到一定零游隙,重复精度为2.5um(0.1 thou)。只需要一种类型的定位拉钉,维修、保养简单,因为只有一种拉钉:定位拉钉。无定位拉钉、补偿拉钉、夹紧拉钉之分。热对称,热效应补偿和轴心距误差补偿,定位锥环始终向夹紧盘中心补偿误差。(例如在圆桌上,托盘的中心总是保持在旋转轴的中心)。非自锁系统,在产生碰撞的情况下,夹紧装置让步,由此可以避免机器主轴受到可能的损坏。(能源供给出现故障时,可通过泄气螺栓卸载夹紧力,移除夹紧装置)。德国ZERO CLAMP多工位虎钳包含两部分。广东德国多工位虎钳
多工位虎钳
多工位虎钳的拆卸原则:零部件的拆卸要求:1)遵循“恢复原机"的要求。2)对于机器上的不可拆连接,壳体. 上的螺柱,以及一些经过调整、拆开后不易调整复位的零件,一般不进行拆卸。3)遇到不可拆组件或复杂零件的内部结构无法测量时,尽量不拆卸或少拆卸。零部件的拆卸步骤,1)拆卸前的准备工作,备好拆卸工具,研究拆卸顺序及方法;2)拆卸时按预定的顺序和方法进行拆卸,且将零件编号,并按顺序或分类等方式妥善保管。对不可拆卸的连接、过盈配合的零件尽量不拆,以免损坏或影响装配精度。江苏多工位虎钳报价多工位虎钳结构原理和精度没有必然的关系。
多工位虎钳的改善:夹具底板的标准化也可以改善夹具的安装方法,大部分夹具采用螺栓、压板固定在机器的工作台上,这是较简单的方法,但定位要花费许多时间。一种改进的方法是采用带有销孔及螺纹孔的中间过渡板,过渡板固定在机床工作台上,作为机器一个半永久件,夹具由销孔定位并由螺栓固定。zero clamp简单定位问题减小了,但也还有问题,即由于事故或疏忽等原因,定位销经常损坏,而且螺纹孔还有积屑的问题。夹具的设计、制造、安装及更换占用了大量的人力资源及时间。零点快速定位基准夹具为夹具的标准化和自动化提供了精度高且操作简单的平台。
多工位虎钳口的校正:用百分表校正固定钳口与铣床主轴轴线平行时,可将磁性表座吸在床身垂直导轨面上,横向移动工作台进行,校正的方法相同。用 90度角尺校正固定钳口与铣床主轴轴线平行:当要求多工位虎钳固定钳口与铣床主轴轴线平行安装时,可用90度角尺校正。校正时,松开钳体紧固螺母,使固定钳口平面大致与主轴轴线平行。将90度角尺的尺座底面紧靠在床身的垂直导轨面上,调整钳体使固定钳口铁平面与90度角尺尺苗外测量精密多工位虎钳面密合,然后紧固钳体,并再次进行复检。现代化的生产对多工位虎钳有着更高的要求。
多工位虎钳是一种标准夹具, 类似于虎钳,指一个虎钳可同时装夹多个零件。多工位虎钳的优点:a: 360°旋转,精度+0.002mm,一次性装夹可加工三个面,并可一体化完成斜面,槽、台阶及圆弧加工,速度快,精度高,相传比传统加工速度提升一倍以上。b:材质不易生锈、耐磨、精度稳定性保证更好。C:直推式、快速导向销,孔接触面采用光面处理,减少磨损。d:密封装置,防止灰尘进入、抗高温260°Ce:加装底部、侧面于一体修整器,可直接在工具上修整砂轮、减少劳动强度。工具侧面有刻度盘,可辅助斜面加工。多工位虎钳夹持工件数量是传统虎钳的数倍。四川多工位虎钳哪里买
虎钳一直被视为生产中不可或缺的工具,其基本作用原理也从未改变。广东德国多工位虎钳
使用多工位虎钳的注意事项:(1)夹紧工件时要松紧适当,只能用手板紧手柄,不得借助其他工具加力。(2)强力作业时,应尽量使力朝向固定钳身。 (3)不许在活动钳身和光滑平面上敲击作业。(4)对丝杠、螺母等活动表面应经常清洗、润滑,以防生锈。多工位虎钳,多工位虎钳是用来加持工件的通用夹具。多工位虎钳的用途:装置在工作台上,用以夹稳加工工件,为钳工车间必备工具。转盘式的钳体可旋转,使工件旋转到合适的工作位置。多工位虎钳的规格 其规格用钳口宽度来表示,常用规格有100mm,125mm,150mm等。广东德国多工位虎钳
上一篇: 高精度多工位虎钳服务
下一篇: 京津多工位虎钳