四川自动化定心虎钳解决方案
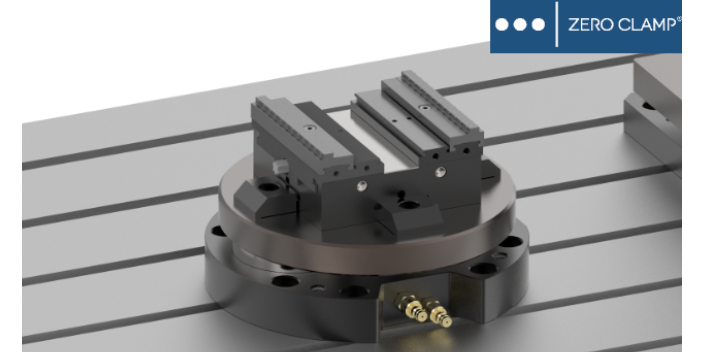
自定心虎钳:手动快速锁紧、解锁;材质:模具钢;表面及活塞硬化处理;重复定位精度<0.01mm;自定心虎钳手动一步定位夹紧;四周与底部可与零点定位器配合使用。自定心虎钳是固定式工件夹持方面的全能型产品。从传统夹持、小夹持深度、到5 面加工、模制件、板材和锯切:只需几个快速操作步骤,便能调整 以适应不同加工任务。应用领域:三轴标准加工中心;四轴立式加工中心;四轴卧式加工中心;五轴加工中心;带车削选项的五轴加工中心。Zero Clamp系统中的定心虎钳有两类。四川自动化定心虎钳解决方案
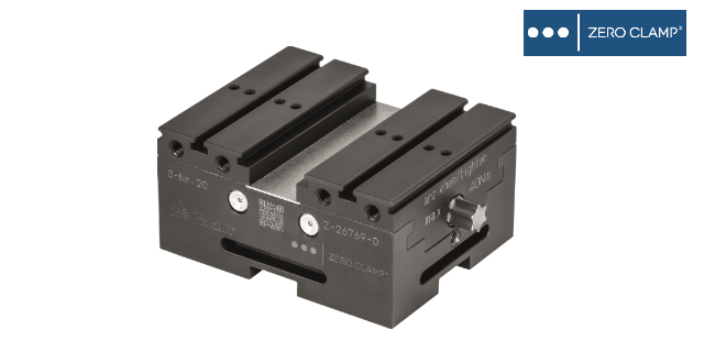
定心虎钳
定心虎钳是一种标准夹具, 类似于台虎钳。定心虎钳是具有左右旋螺纹的丝杠带动两个钳口同步相对移动,可使被夹持工件自动定心的机用虎钳。定心虎钳广泛应用于中小型零件的五轴加工,一次装夹可实现五面加工,提高零件的切削效率。定心虎钳根据内部机械原理和功能的不同可分为手动定心虎钳,气动定心虎钳,电动定心虎钳。传统虎钳在夹紧工件时,虎钳夹的活动端有时会向上翘起,给装夹带来一定的不便性,而且传统虎头钳的夹紧部分多为较硬材质,容易对一些细小和较软而高精密的无线电通讯类元件造成一定的损伤。上海高精密定心虎钳哪家实惠定心虎钳每种型号都有两个尺寸规格,提供不同等级的夹紧力。
解决虎钳装夹转动轴定位不准的方法:夹具底板的左、右上端设有与夹具底板长度方向平行的左、右滑槽,顶紧尾座与左滑槽相配合。从而可实现固定尾座、顶紧尾座分别沿着滑槽的方向调节固定尾座、顶紧尾座之间的距离,以适应不同尺寸的传动轴进行键槽的加工。固定尾座包括固定尾座头顶、固定尾座支块和长定位块,长定位块卡装在右滑槽内,利用固定尾座顶头顶在工业机器人传动轴的端面中心孔处,再与顶紧尾座相配合,即可实现对工业机器人传动轴的轴向定位,利用长定位块与右滑槽的配合,可根据实际长度调整距离。
目前市面上主流的零点定位系统原理有钢球锁紧+钢球定位、卡舌锁紧+短锥定位、夹套锁紧+夹套定位、弹簧片锁紧+短锥定位等几种。不同类型的定位销的组合使用,可以补偿定位销和零点定位器件的位置公差。离线装夹,在传统的加工方式中,零件的更换需要在线装夹,且需要进行调整和检车程序,一套工作下来较为费时。而使用零点定位系统,可在机外进行预先装夹,待零件加工结束后,直接进行“整体式”的数秒换装,减少90%的停机时间。夹紧力,夹紧力描述的是锁紧销被拉入零点定位器中被滚珠夹紧时受到的力。拉紧力则是锁紧销的较大允许拉力。高精密滚珠保证了更有效的力传递。重复定位精度,重复定位精度指的是工件上几率的参考点在工件从夹具上移开,再重复装夹后,同一工件上这个参考点位置变动的公差范围,零点定位系统装夹的重复定位精度一般小于0.005mm。自定心虎钳能够在夹持系统中进行一次装夹,多面加工。
自定心虎钳装配图的作用与内容:装配图的作用,装配图是表示部件(机器)各组成部分的连接、装配关系的图样。装配图在机械设计及制造过程中的地位的作用。在生产过程中,装配图是制定机器或部件装配工艺规程、装配、检验、安装和维修的依据,是生产和技术交流中重要的技术文件。装配图的内容:一组视图会有哪些信息:部件由哪些的零件组成,各零件之间的位置、装配关系,部件的工作原理,零件的关键结构和形状,与其他部件的安装关系。Zero Clamp气动定心虎钳是自锁的系统,适合在自动化过程中使用。深圳多功能定心虎钳怎么样
气动定心虎钳能够大幅度降低生产过程中的劳动强度,提高生产效率。四川自动化定心虎钳解决方案
如何正确选择高精密多工位虎钳?1、工件尺寸,根据“钳口张开度”进行选择:应选择钳口张开度足以夹持工件的多工位虎钳。普通精密多工位虎钳的钳口张开度与钳口宽度相同。但根据机型不同,还备有“大钳口张开度型”以及通过更换钳口实现的“钳口张开度增大型”。根据“钳口宽度”进行选择:工件长度大幅度超过钳口宽度时(长工件等),加工中可能会发生工件振动(颤动)或工件脱落。应选择钳口宽度适合工件的多工位虎钳。对于长工件,使用并排配置规格品(无论配置多少台,至多工位虎钳滑动面的高度(A)及钳口行程(B)的误差均可调整在0.01以内)较为方便。根据“钳口深度”进行选择:工件高度大幅度超过钳口的高度(钳口深度)时,与长工件一样,也可能会发生工件颤动、脱落。另外,对厚度小的工件进行顶面加工时,刀具与钳口可能会产生冲击。钳口深度也是选择多工位虎钳的要点,但也可通过附件(特别附属品)或另制钳口应对。四川自动化定心虎钳解决方案
上一篇: 非自锁零点定位卡盘生产厂家
下一篇: 陕西自定心虎钳要多少钱