南京高精密多工位虎钳批发价
多工位虎钳钳口怎么进行矫正?用百分表校正固定钳口与铣床主轴轴线平行时,可将磁性表座吸在床身垂直导轨面上,横向移动工作台进行,校正的方法相同。用90度角尺校正固定钳口与铣床主轴轴线平行:当要求多工位虎钳固定钳口与铣床主轴轴线平行安装时,可用90度角尺校正。校正时,松开钳体紧固螺母,使固定钳口平面大致与主轴轴线平行。将90度角尺的尺座底面紧靠在床身的垂直导轨面上,调整钳体使固定钳口铁平面与90度角尺尺苗外测量精密多工位虎钳面密合,然后紧固钳体,并再次进行复检。多工位虎钳主体一体成型,韧性好,稳定。南京高精密多工位虎钳批发价
多工位虎钳
多工位虎钳装配图的作用与内容:装配图的作用,装配图是表示部件(机器)各组成部分的连接、装配关系的图样。装配图在机械设计及制造过程中的地位的作用。在生产过程中,装配图是制定机器或部件装配工艺规程、装配、检验、安装和维修的依据,是生产和技术交流中重要的技术文件。装配图的内容:一组视图会有哪些信息:部件由哪些的零件组成,各零件之间的位置、装配关系,部件的工作原理,零件的关键结构和形状,与其他部件的安装关系。广东常用多工位虎钳批发多工位虎钳适用CNC加工中心、雕铣机、平面磨床等夹持工件加工。
多工位虎钳口的校正:用百分表校正固定钳口与铣床主轴轴线平行时,可将磁性表座吸在床身垂直导轨面上,横向移动工作台进行,校正的方法相同。用90度角尺校正固定钳口与铣床主轴轴线平行:当要求多工位虎钳固定钳口与铣床主轴轴线平行安装时,可用90度角尺校正。校正时,松开钳体紧固螺母,使固定钳口平面大致与主轴轴线平行。将90度角尺的尺座底面紧靠在床身的垂直导轨面上,调整钳体使固定钳口铁平面与90度角尺尺苗外测量精密多工位虎钳面密合,然后紧固钳体,并再次进行复检。
使用虎钳装夹工件的注意事项:(1)在工作台上安装多工位虎钳时,要保证虎钳的正确位置,当虎钳底面没有定位键时,应使用百分表找正固定钳口面。即要求固定钳口与纵向工作台或横向工作台的运动方向平行,同时要求固定钳口的工作表面与工作台台面垂直。(2)多工位虎钳在装夹工件前要清楚切屑及油污,保持虎钳清洁。(3)多工位虎钳夹持工件时,工件位置要放适当,不应安放在虎钳某一头,应避免在夹持时,虎钳单边受力。(4)多工位虎钳装夹工件时,要考虑铣削中的稳定性,应使工件与钳口的接触面尽可能大些。如加工长方形工件时,钳口应夹较长的面。多工位虎钳夹持工件数量是传统虎钳的数倍。
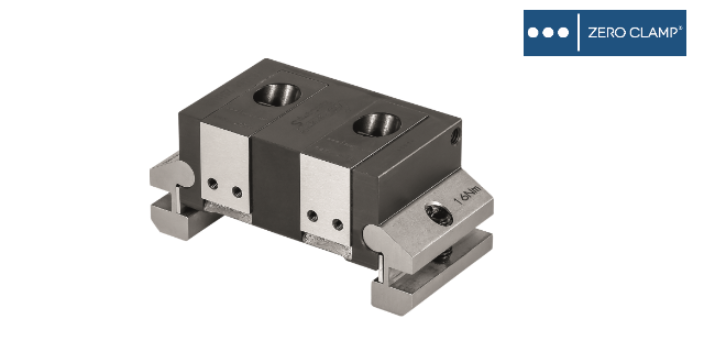
多工位虎钳是一种标准夹具,类似于虎钳,指一个虎钳可同时装夹多个零件。在自动化机床上下料的时代,企业对于手动夹紧装置的需求也从未改变。多工位虎钳是一种多用途工具,可用于夹持毛坯材料、板材或型材件,预紧和无间隙的中心轴承和额外安装的滑块确保重复精度高达±0.01mm,KSC夹持深度小(3mm),能够在夹持系统中进行一次装夹,多面加工。集成排屑出口和特殊保护的主轴可提供较大的工艺安全性。虎钳密封性好,采用双重密封,中心采用双面轴承定心,操作轻便,定心精度极高(±0.01mm)。 工件在多工位虎钳上按装固定时,工件放置的位置要适当。广东常用多工位虎钳批发
多工位虎钳一般都会带有底盘,底盘带有180°刻度线可以360°平面旋转。南京高精密多工位虎钳批发价
解决多工位虎钳装夹转动轴定位不准的方法:在夹具底板右上端设置固定尾座,夹具底板上端中部对称安装有两个油缸底板,两个油缸底板的上端前部均安装有顶紧缸,后部为压紧缸,右侧设有V型支架。夹具底板的上端左部安装有顶紧尾座,四个拐角处均安装有吊环。1.固定尾座 2.夹具底板 3.传动轴 4.油缸底板 5.顶紧缸 6.顶紧尾座 7.压紧缸在进行键槽加工之前,需要现在工业机器人传动轴的端面加工出端面中心孔,因此利用固定尾座、顶紧尾座的配合,分别顶在传动轴的端面中心孔处,实现轴向定位;利用V型支架和顶紧缸实现对传动轴的下方外圆面的支撑,再利用压紧缸压紧实现径向定位。南京高精密多工位虎钳批发价
上一篇: 江苏模块化零点定位系统研发
下一篇: 模块化零点定位基座现价