河北手动多工位虎钳批发
多工位虎钳的安装环境:多工位虎钳必须牢固地固定在钳台上,两个夹紧螺丝必须扳紧,使工作时钳身没有松动现象,否则容易损坏多工位虎钳和影响工作质量。安装多工位虎钳时,必须使固定钳身的钳口工作面处于钳台边缘以外,以保证夹持长条形工件时工件下端不受钳台边缘阻碍。文明生产,工作场地经常保持清洁,材料物品堆放整齐,过道通畅无阻。工具、夹具及零件等物品应放置整齐,靠近中心,防止跌落损坏或伤脚。装夹工件应使钳口受力平衡,不平衡装夹时注意不要用力过猛。多工位虎钳的规格用钳口宽度来表示。河北手动多工位虎钳批发
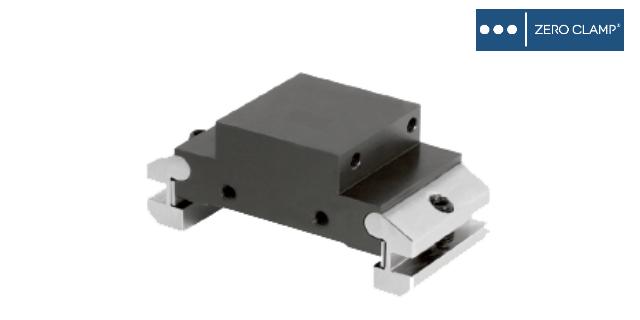
多工位虎钳
多工位虎钳的维护:夹紧工件时,只允许用手的力量来扳动手柄,决不能用手锤敲击手柄或随意套长管子来扳手柄,不得随意加大力臂进行夹紧零件,以免丝杠、螺母或钳身损坏。在进行强力作业时,应尽量使用力方向朝向固定钳身,否则将额外增加丝杠和螺母的受力,造成螺纹损坏,錾削薄板,应向固定钳口方向用力。不要在活动钳的光滑表面进行敲击工作,以免降低与固定钳身的配合性能。钳口不得作铁砧使用,注意保护,防止折断。丝杠、螺母和其它活动表面都要经常加油,保持清洁,以利润滑和防止生锈。使用后,要清扫铁屑,擦拭活动工作面,加油润滑,并使钳口处于夹紧状态下自然合拢。河北零点多工位虎钳多工位虎钳中装夹工件的注意事项?
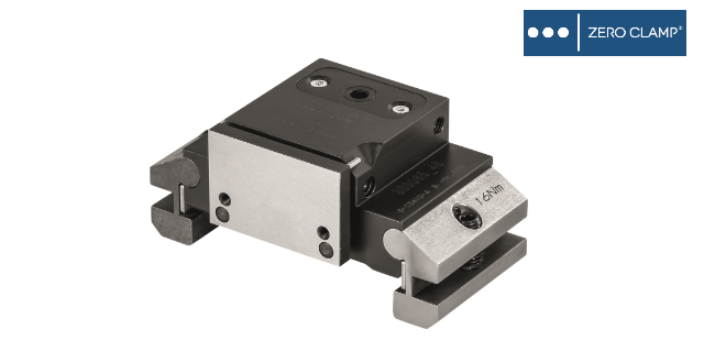
多工位虎钳是一种标准夹具,类似于虎钳,指一个虎钳可同时装夹多个零件。在自动化机床上下料的时代,企业对于手动夹紧装置的需求也从未改变。多工位虎钳是一种多用途工具,可用于夹持毛坯材料、板材或型材件,预紧和无间隙的中心轴承和额外安装的滑块确保重复精度高达±0.01mm,KSC夹持深度小(3mm),能够在夹持系统中进行一次装夹,多面加工。集成排屑出口和特殊保护的主轴可提供较大的工艺安全性。虎钳密封性好,采用双重密封,中心采用双面轴承定心,操作轻便,定心精度极高(±0.01mm)。
使用多工位虎钳夹持较长的工件时要注意:工件较长时,为了加强工件夹持的刚性,使夹紧可靠并增强切削稳定性,常采用两台同型号的急用多工位虎钳装夹。用两台多工位虎钳夹持的公家表面为已加工的光整表面时,应先校正一台虎钳的固定钳口,并在矫正后将该虎钳固定。另一台虎钳应卸掉低座下的定位键,以刚开始一台已校正的固定钳口为基准,用百分表校正其固定钳口,使两台虎钳的固定钳口的工作面位于同一平面内,再将第二台虎钳固定即可来装夹工件。若夹持的工件表面是毛糙表面,可用如此方法调整。先对一台虎钳的固定钳口进行校正,并在校正后将其固定在工作台。另一台虎钳切掉定位键后再铣床工作台上应处于浮动状态。此时,用两台虎钳同时将工件夹紧,然后再将第二台虎钳在工作台上固定,这样可以避免由于工件表面粗糙及不光整而引起的夹紧变形及夹紧力不等现象。如果工件长度较长或为避免切削振动,可采用多工位虎钳同时装夹,各虎钳的校正与调整依然同上。多工位虎钳的使用方法多种多样。
多工位虎钳配合虎钳,由零点拓展基座抬高,可实现轮廓无干扰的五面加工。德国ZERO CLAMP降低多达90%的停机时间,传统夹具种类众多,有通用夹具(如卡盘、平口钳等已经标准化,在一定范围内可用于加工不同工件的夹具)、专门的夹具(适合批量生产,具有专一性,当产品变更时,夹具就要报废)、组合夹具(标准化的夹具单元组合使用,适合单件和新产品试制)等。其特点就是加工工件变化时,要重新选择夹具,每个工厂的库房中都有大量的夹具。同时工件装夹繁琐,费时费力,要不断的打表找正,工序变化时,要始终不断的测量加工零点的位置。ZERO CLAMP零点定位把机床内的装夹动作(比如打表、校中心、锁紧、清洁等动作)换到机床外做,零点定位系统是一个快速定位、快速夹紧、定位和夹紧同时进行的装置,所以它可以让机床不停的运转加工,降低多达90%的停机时间。多工位虎钳结构原理和精度没有必然的关系。零点多工位虎钳批发
使用多工位虎钳夹持较长的工件时应注意些什么?河北手动多工位虎钳批发
使用精密多工位虎钳要注意注意保持破碎机进给均匀,防止过载。我们必须严格防止金属和木头掉进机器。当不能破碎时,饲料的水分含量不能太高,湿法破碎时,要保持适量的水量,防止冲洗水不足造成的堵塞,降低生产能力。检查破碎产品的尺寸是否符合要求。如果有超过规定粒度的颗粒过多,应找出原因(如筛分间隙大、出料口宽度、锤头磨损等),并采取相应措施加以消除。当破碎机停止时,检查紧固螺栓是否牢固,磨损零件有多容易。对于齿式破碎机,我们还应该利用停车机会去除牙齿之间的木材。磨损部件应及时更换或修理。破碎机的安全装置应保持在良好的状态,因此不能保存安全装置。河北手动多工位虎钳批发
上一篇: 浙江小型多工位虎钳批发价
下一篇: 东莞小型多工位虎钳批发