西安高精度多工位虎钳经销商
使用多工位虎钳的注意事项:(1)夹紧工件时要松紧适当,只能用手板紧手柄,不得借助其他工具加力。(2)强力作业时,应尽量使力朝向固定钳身。 (3)不许在活动钳身和光滑平面上敲击作业。(4)对丝杠、螺母等活动表面应经常清洗、润滑,以防生锈。多工位虎钳,多工位虎钳是用来加持工件的通用夹具。多工位虎钳的用途:装置在工作台上,用以夹稳加工工件,为钳工车间必备工具。转盘式的钳体可旋转,使工件旋转到合适的工作位置。多工位虎钳的规格 其规格用钳口宽度来表示,常用规格有100mm,125mm,150mm等。多工位虎钳强力作用时应尽量使力朝向固定的钳身。西安高精度多工位虎钳经销商
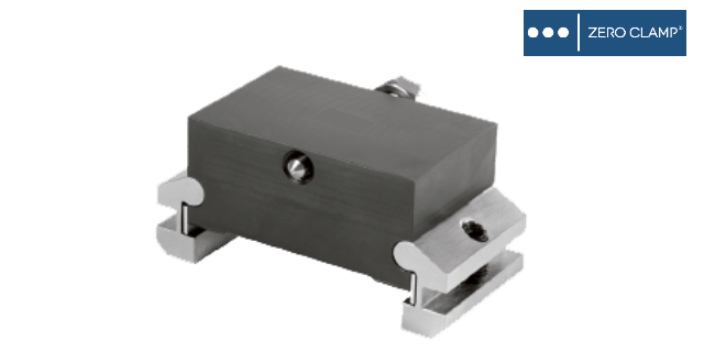
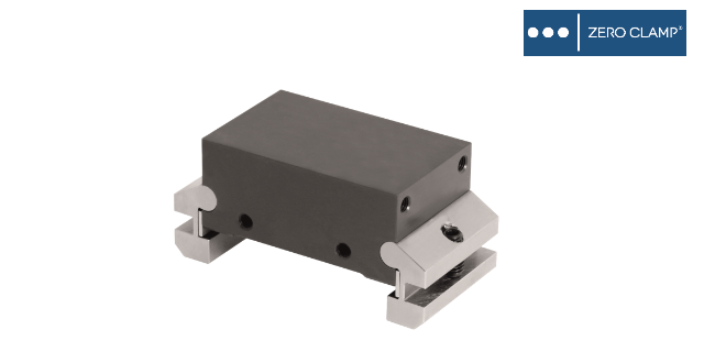
多工位虎钳
zero clamp多工位虎钳钳夹使用HSK原理,达到高精度,在夹紧定位拉钉时,夹紧盘的定位锥环在其弹性范围内略微扩张,通过形变达到一定零游隙,重复精度为2.5um。只需要一种类型的定位拉钉,维修、保养简单,因为只有一种拉钉:定位拉钉。无定位拉钉、补偿拉钉、夹紧拉钉之分。热对称,热效应补偿和轴心距误差补偿,定位锥环始终向夹紧盘中心补偿误差。(例如在圆桌上,托盘的中心总是保持在旋转轴的中心)。非自锁系统,在产生碰撞的情况下,夹紧装置让步,由此可以避免机器主轴受到可能的损坏。(能源供给出现故障时,可通过泄气螺栓卸载夹紧力,移除夹紧装置)。南京小型多工位虎钳哪里买多工位虎钳大部分夹具采用螺栓、压板固定在机器的工作台上。
解决虎钳装夹转动轴定位不准的方法:夹具底板的左、右上端设有与夹具底板长度方向平行的左、右滑槽,顶紧尾座与左滑槽相配合。从而可实现固定尾座、顶紧尾座分别沿着滑槽的方向调节固定尾座、顶紧尾座之间的距离,以适应不同尺寸的传动轴进行键槽的加工。固定尾座包括固定尾座头顶、固定尾座支块和长定位块,长定位块卡装在右滑槽内,利用固定尾座头顶在工业机器人传动轴的端面中心孔处,再与顶紧尾座相配合,即可实现对工业机器人传动轴的轴向定位,利用长定位块与右滑槽的配合,可根据实际长度调整距离。
多工位虎钳夹装钢件要注意什么问题?多工位虎钳夹装钢件时注意的问题:为了能装夹得牢固,防止刨削时钢件松动,必须把比较干整的平面贴紧在垫铁和钳口上。要使钢件贴紧在垫铁上,应该一面夹紧,一面用手锤轻击钢件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。为了不使钳口损坏和保持已加工表面,夹紧钢件时在钳口处垫上铜片。刚性不足的:钢件需要支实,以免夹紧力使钢件变形。钢件的被加工面必须高出钳口,否则就要用平行垫铁垫高钢件。多工位虎钳用百分表校正固定钳口与铣床主轴轴线平行时,可将磁性表座吸在床身垂直导轨面上,横向移动工作台进行,校正的方法相同。多工位虎钳的灵活性帮助用户减少备件库存、快速适应新环境。
多工位虎钳主要检验项目包括外观、精度、性能指标:(1)外观检测参照机床类产品通用技术条件。(2)精度检测以机用多工位虎钳检测项目为基础主要包括:①钳身导轨上平面对底平面平行度。②固定钳口和活动钳口对导轨上平面的垂直度。③活动钳口面与固定钳口面在宽度方向的平行度。④固定钳口对钳身定位键槽的垂直度。⑤导轨上平面对底座底面的平行度。⑥固定钳口面对底座定位键槽的平行度。⑦检验块上平面对钳身底平面的平行度。⑧检验块上平面对底座底平面的平行度。⑨试块夹紧后顶面浮起。在多工位虎钳安装过程当中需要注意些什么?长沙零点多工位虎钳哪家靠谱
平时多工位虎钳需要经常维护,才能延长使用寿命。西安高精度多工位虎钳经销商
多工位虎钳对精度有什么样的要求?1、底面平面度,底面平面度是指整个底面的平整程度,如底面平面度为0,多工位虎钳03mm/100mm,意思是在100mm内底平面的高度差在0.03mm以内。允许中间凹,不允许中间突出。2、导轨面平面度,指的是多工位虎钳安装在工作台上后,工作面的平面度,精度解释和底面平面度一样。3、垂直度,全称固定钳口面对导轨面垂直度,指的是相对于在导轨面垂直平面,固定钳口面的高度差。4、平行度,全称两钳口平行度,指的是多工位虎钳的固定钳口和活动精密工具多工位虎钳钳口在单位长度上的距离差。用于精加工的多工位虎钳数值小,粗加工的数据较大。西安高精度多工位虎钳经销商
上一篇: 辽宁常用多工位虎钳采购
下一篇: 自动零点定位母盘费用