浙江智能力控打磨共同合作
铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动力控打磨头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。浙江智能力控打磨共同合作

随着人工费用成本的增加,同时由于工作环境的恶劣,使用工业机器人代替人工进行去毛刺打磨抛光工作变得越来越普遍甚至迫在眉睫!但工业机器人进行去毛刺打磨抛光工作时使用的工具一般都必须是柔性打磨的力控系统,而不能使用刚性工具!例如需要毛刺打磨抛光的铸造共建,由于模具精度等各方面因素,铸件总会存在铸造飞边、分模线和铸造尺寸公差和形位公差;如果采用刚性工具去毛刺打磨抛光,就必须精确控制机器人的运动轨迹以拟合工件边沿;由于机器人的定位精度比较高,这样如果有1000个工件就必须有1000个程序来拟合工件外形,否则就会伤及工件本体或者根本没有将毛刺去除,而这是不可能的!因此必须采用一种特殊的工具-智能柔性打磨力控系统来吸收这个公差,这正是力控的柔性工具产生的原因!浙江智能力控打磨共同合作
因需要尽可能精确地确定机器人运行路径,编程工作复杂而耗时。传统技术尽管在理论上可获得恒定的研磨抛光质量,然而事实并不尽如人意,加工后的铸件往往前后品质不一,公差各不相同,难以获得稳定的工艺效果。关于复杂构造的工件、毛刺散布分散的工件也能对应。而且机器人具有可编程性,新的产品导入只需求改换工装治具,顺序切换就能完成。这使设备具有更高的柔性化,更合适目前企业的需求。同机遇器人打磨的方案能增加工人休息强度或间接省去工人,无效保证加工质量分歧性,进步全体消费效率,改善工厂任务环境。这些劣势都是明显的,纵使设备投入本钱略高,也越来越多被企业承受。随着机器人力控技术的发展,浮动机构和打磨工具的使用,如同人手滑过工件毛刺般进行柔性去除毛刺,能有效避免造成打磨工具和工件的损坏,吸收工件及定位等各方面的误差。力控软件由二种先进的重点功能组成。一种是压力控制功能,当机器人进行铸件研磨抛光时,该功能可保持打磨工具对工件的压力始终不变:另一种是变速控制功能,当机器人对铸件的表面或分型线进行打磨、去飞边操作时,该功能可持续控制其操作速度,在遇到较大凸起时能自动减速运行。
打磨机器人在卫浴五金这个行业的应用,大多数情况下要配合打磨抛光力控系统。因为这个行业的产品大多是不规则的,类似水龙头、门把手等工件,外形曲面、曲线比较复杂,因此多方面配合完成。首先是编程调试;第二是柔性力控制,通过打磨机进行磨削,要求能够快速响应磨削应力的变化,保证力控具有一定精度;第三是自动位置/磨损补偿功能,这可以跟踪检测耗材的磨损情况,适时调整打磨轨迹,保证打磨质量,通过压力补偿、速度补偿来实现。在精度上,像传统的一定定位精度,力控系统通过DH补偿、重力补偿、多点标定、误差补偿算法,将一定定位精度提升到±。另外就是一定路径保持,因为在整个运动过程中,路径跟踪精度也是需要保持的。以往经验来看,当机器人在低速运行时,是能很好的按照规定路线运行的,但在高速时就会存在偏差,这就好比弯道超车。力控系统通过改进路径算法,摆脱了这个困扰,实现了路径与速度无关,任何速度下机器人行走的路径都相同,防止低速示教后高速运行时路径变化导致碰撞。以上是力控系统的金属加工及打磨抛光的分享。

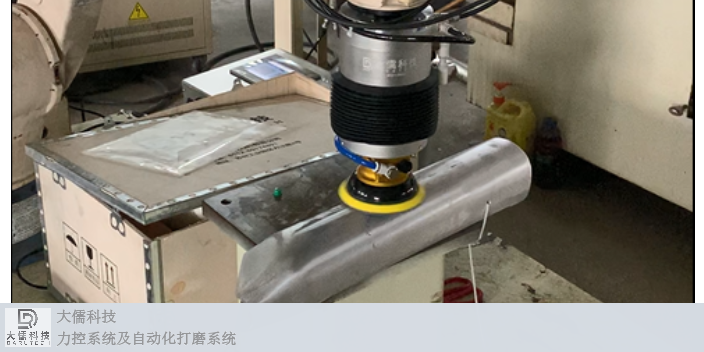
机器人打磨采用了智能打磨力控系统,以及打磨工具、自动换砂纸设备。可以替代人工和去毛刺的机床设备,用于对铸件、钣金件、洁具、电脑笔记本、手机等壳体的打磨、去毛刺自动化加工。机器人研磨自动化系统从加工零件和产品的表面快速有效地去除多余的材料。无论在什么行业,批量生产中有打磨工序,就不能没有自动化设备,而打磨工艺作业的非标准性及对打磨动作的灵活要求,成为通用打磨机的技术障碍。将打磨机和机器人结合成为单个机器人打磨系统或完整的机器人打磨设备,辅以传输线和相应的夹具技术研发成完整的打磨工序自动化生产线,可高效完成非标准件的自动化打磨作业工艺。对不同材质的零件进行精密打磨本身就是一门科学。它要求生产商配备自动化打磨机、打磨设备和生产线、打磨过程的专业知识、适当的打磨技术以及正确的打磨工序。洛阳品质力控打磨供应商
浙江智能力控打磨共同合作
在力控打磨系统中,会根据不同工艺需要用到各种型号的砂带,但是砂带存储不当会影响使用使用效果、甚至影响产品的合格率。下面介绍自动打磨机中砂带的储存方法1.砂带的贮存及使用前处理砂带因品种的不同,受气候或环境影响而产生的变化也各异,一般来说,贮存砂带的仓库要阴凉,干燥、通风。砂带要整齐地摆放在货物架上,不能码放在地上。货物架要与地面、墙壁保持一米的距离,同时又要避免靠近散热和排水装置。2.砂带贮存理想温度18~22℃,湿度则为55%~65%.砂带在未使用前,尽可能的不要打开包装物。3.各种树脂砂带,耐水砂带,特别是复合基砂带,纸砂带对贮存条件的要求比较严格。高温、低温又易吸潮变形。聚酯布砂带对寒冷比较敏感,不能贮存在寒冷的仓库内。4.就砂带来说,理想的贮存固然很重要,但使用前若不能得到正确地处理仍会严重的影响它的使用性能。5.砂带使用前应做悬挂处理,即将拆开包装的砂带挂在100~250mm直径的管子上。让其悬挂2~3天,管子直径的选择原则为粒度粗的产品选择直径大的管子,粒度大的选择直径小的管子。6.砂带悬挂的目的是消除因包装而产生的卷曲,同时也是为了使砂带适应工作环境的湿度。砂带悬挂时接头应处于管子上,管子应成水平状态。浙江智能力控打磨共同合作
上一篇: 郑州本地力控打磨研磨
下一篇: 北京直销力控打磨欢迎咨询