河源微纳加工器件封装
微纳测试与表征技术是微纳加工技术的基础与前提,它包括在微纳器件的设计、制造和系统集成过程中,对各种参量进行微米/纳米检测的技术。微米测量主要服务于精密制造和微加工技术,目标是获得微米级测量精度,或表征微结构的几何、机械及力学特性;纳米测量则主要服务于材料工程和纳米科学,特别是纳米材料,目标是获得材料的结构、地貌和成分的信息。在半导体领域人们所关心的与尺寸测量有关的参数主要包括:特征尺寸或线宽、重合度、薄膜的厚度和表面的糙度等等。未来,微纳测试与表征技术正朝着从二维到三维、从表面到内部、从静态到动态、从单参量到多参量耦合、从封装前到封装后的方向发展。探索新的测量原理、测试方法和表征技术,发展微纳加工及制造实时在线测试方法和微纳器件质量快速检测系统已成为了微纳测试与表征的主要发展趋势。不同的表面微纳结构可以呈现出相应的功能,随着科技的发展,不同功能的微纳结构及器件将会得到更多的应用。目前表面功能微纳结构及器件,诸如超材料、超表面等充满“神奇”力量的结构或器件,的发展仍受到微纳加工技术的限制。因此,研究功能微纳结构及器件需要从微纳结构的加工技术方面进行广深入的研究。 新一代微纳制造系统应满足的要求:具有微纳特性的组件的小型化连续生产。河源微纳加工器件封装

微纳加工氧化工艺是在高温下,衬底的硅直接与O2发生反应生成SiO2,后续O2通过SiO2层扩散到Si/SiO2界面,继续与Si发生反应增加SiO2薄膜的厚度,生成1个单位厚度的SiO2薄膜,需要消耗0.445单位厚度的Si衬底;相对CVD工艺而言,氧化工艺可以制作更加致密的SiO2薄膜,有利于与其他材料制作更加牢固可靠的结构层,提高MEMS器件的可靠性。同时致密的SiO2薄膜有利于提高与其它材料的湿法刻蚀选择比,提高刻蚀加工精度,制作更加精密的MEMS器件。同时氧化工艺一般采用传统的炉管设备来制作,成本低,产量大,一次作业100片以上,SiO2薄膜一致性也可以做到更高+/-3%以内。苏州半导体微纳加工新一代微纳制造系统应满足的要求:能生产多种多样高度复杂的微纳产品。
“纳米制造”路线图强调了未来纳米表面制造的发展。问卷调查探寻了纳米表面制备所面临的机遇。调查中提出的问题旨在获取纳米表面特征的相关信息:这种纳米表面结构可以是形貌化、薄膜化的改良表面区域,也可以是具有相位调制或一定晶粒尺寸的涂层。这类结构构建于众多固体材料表面,如金属、陶瓷、玻璃、半导体和聚合物等。总结了调查结果与发现,并阐明了未来纳米表面制造的前景。纳米表面可产生自材料的消解、沉积、改性或形成过程。这导致制备出的纳米表面带有纳米尺度所特有的新的化学、物理和生物特性(比如催化作用、磁性质、电性质、光学性质或抗细菌性)。在纳米科学许多已有的和新兴的子领域中,表面工程已经实现了从基础科学向现实应用的转变,比如材料科学、光学、微电子学、动力工程学、传感系统和生物工程学等。在改进和简化生产过程方面,还需要做许多工作才能降低***纳米表面的生产成本。可重复性、尺寸形状的控制、均匀性以及结构的鲁棒性等,都是工业生产过程中必须要考虑的关键参数。
获得或保持率先竞争对手的优势将维持强劲的经济、提供动力以满足社会需求,而微纳制造技术能力正在成为这其中的关键使能因素。微纳制造技术可以帮助企业、产业形成竞争优势。得益于私营部门和公共部门之间的合作,它们的快速发展提升了许多不同应用领域的欧洲公司的市场份额,促进了协作研究。需要强调的,产业界和学术界的合作在增加公司的市场实力上发挥了重要作用;这种合作使得那些阻碍创新、新技术与高水平的教育需求等进展的问题的解决变得更为容易。微纳检测主要是表征检测:原子力显微镜、扫描电镜、扫声波扫描显微镜、白光干涉仪、台阶仪等。

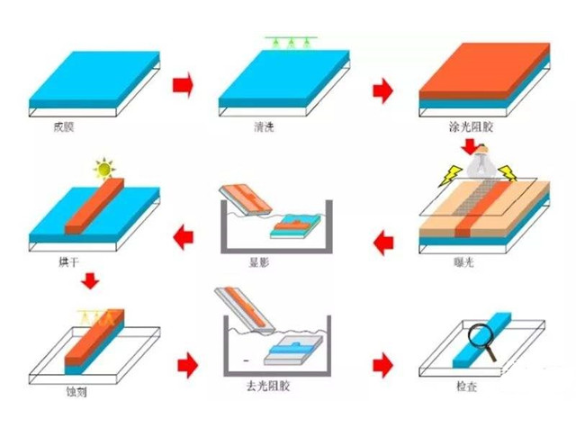
微纳加工:干法刻蚀VS湿法刻蚀!刻蚀工艺:用化学或物理方法有选择性地从某一材料表面去除不需要那部分的过程,获得目标图形。在半导体制造中有两种基本的刻蚀工艺:干法刻蚀和湿法刻蚀。干法刻蚀的刻蚀剂是等离子体,是利用等离子体和表面薄膜反应,形成挥发性物质,或直接轰击薄膜表面使之被刻蚀的工艺。特点:能实现各向异性刻蚀,从而保证细小图形转移后的保真性。缺点:造价高。湿法刻蚀是通过化学刻蚀液和被刻蚀物质之间的化学反应将被刻蚀物质剥离下来的方法。大多数湿法刻蚀是不容易控制的各向同性刻蚀。特点:适应性强,表面均匀性好、对硅片损伤少,几乎适用于所有的金属、玻璃、塑料等材料。缺点:图形刻蚀保真想过不理想,刻蚀图形的小线难以掌控。 微纳加工平台主要提供微纳加工技术工艺。漯河微纳加工
高精度的微细结构具有比较高的曝光精度,但这两种方法制作效率极低。河源微纳加工器件封装
皮秒激光精密微孔加工应用作为一种激光精密加工技术,皮秒激光在对高硬度金属微孔加工方面的应用早在20世纪90年代初就有报道。1996年德国学者Chichkov等研究了纳秒、皮秒以及飞秒激光与材料的作用机理,并在真空靶室中对厚度100μm的不锈钢进行了打孔实验,建立了激光微纳加工的理论模型,为后续的激光微纳加工实验研究奠定了坚实的理论基础。1998年Jandeleit等对厚度为250nm的铜膜进行了精密制孔实验,实验指出使用同一脉宽的皮秒激光器对厚度较薄的金属材料制孔时,采用高峰值功率更有可能获得高质量的的制孔效果。然而,优异的加工效果不仅取决于脉冲宽度以及峰值功率,制孔方式也是一个至关重要的因素,针对这一问题,Fohl等采用纳秒激光与飞秒激光对制孔方式进行了深入研究,实验结果显示纳秒激光采用螺旋制孔方式所加工的微孔整洁干净,而飞秒激光采用一般的冲击制孔方式所加工的微孔边缘有明显的再铸层。河源微纳加工器件封装
上一篇: 上海金属磁控溅射工艺
下一篇: 朝阳真空镀膜涂料