黑龙江非标定制真空清洗炉生产商
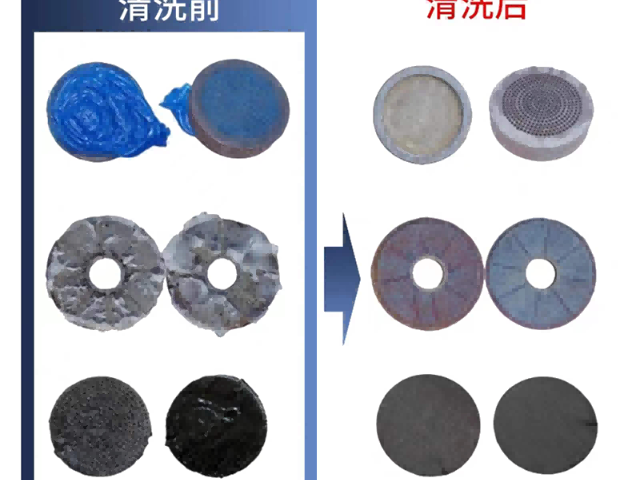
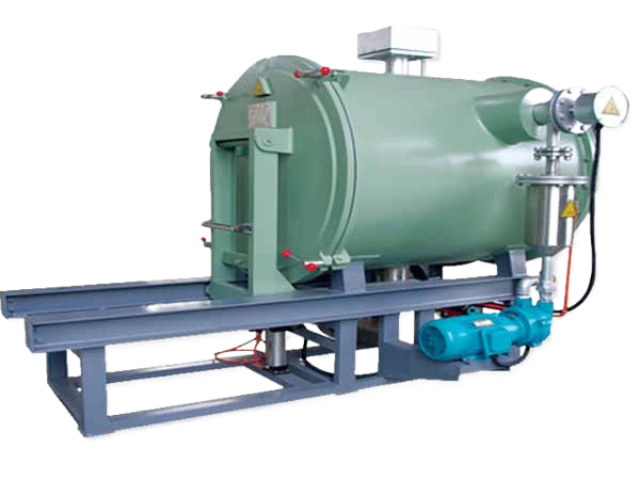
瑞源苏州真空清洗炉真空清洗炉真空煅烧炉对喷丝板的两种清洗方法:真空炉包括真空清洗炉体、炉盖及所带的废料收集系统、真空系统、密封系统、由微机控制工作的电加热系统、水冷却系统和清洗物装卸系统。是利用化纤高分子聚合物在隔绝空气的真空状态和500℃左右的高温下裂解的原理制作而成。严格按以下方法清洗喷丝板煅烧分三步法,具体如下:一:先升温至250℃保温3小时.二:250℃升温至350℃保温2小时 三:350℃再升温至420℃煅烧5小时,然后断开电源恒温6小时。超声波清洗机清洗聚丙稀原料加热的熔体,在通过喷丝板进行拉丝的过程中产生的焦化物,很容易堵塞喷丝孔影响拉丝质量。采用喷丝板超声波清洗机清洗,利用它的空化气泡的撞击力,在很短时间内,把喷丝板微孔内残留的焦化物很快地退化掉,既省时又省力达到了很理想的清洗效果。熔喷布真空清洗炉怎么使用?黑龙江非标定制真空清洗炉生产商
真空清洗炉真空煅烧炉真空清洗炉的故障分析及判断。真空泄漏故障维修的关键,是看能否准确地判断出故障点(泄漏点)。真空度抽不上去的原因可能有多个,也许真空机组的抽气能力不够,也可能是漏率偏高,又或为两者比如,抽空时间相同而真空度偏低,这时候关闭主阀,如真空计指针很快下降,多数情况是真空室漏了,这时应先查出漏点。如真空计指针下降很慢,多数情况是真空机组抽气能力不够,这时可将重点放到查找真空泵及阀门的泄漏上,或是扩散泵油污染、氧化了,或是前级管路密封不好,泵油不足,或是泵油乳化,轴封漏油等。根据以往真空设备的维修经验,设备真空度在短时间内迅速下降,一般由炉盖、板阀、碟阀等动态密封件老化、划伤及氧化皮脱落至密封线上所致。可以通过清理更换密封件,手动开关阀门检修或氦质谱检漏仪检漏,因本单位没有氦质谱检漏仪所以使用真空计检漏法:使用酒精等易挥发液体涂在可能泄漏的地方,如泄漏则酒精渗入并挥发,影响内部真空,如真空计读数有变化,则表明该处泄漏。通过酒精检漏法等观察真空度变化,仔细查找漏点。由于该设备真空室与外界接口较多,如连接法兰、管道及真空管等,一时难找出漏点。黑龙江非标定制真空清洗炉配废气处理系统瑞源苏州加热真空清洗炉组件有哪些?

瑞源苏州加热设备一直致力于推动真空煅烧炉技术的创新与发展。通过不断引入先进的技术和优化设备设计,真空煅烧炉是一种用于高温处理材料的设备,其技术在于在无氧或低氧环境下进行热处理,以提高材料的性能和质量。瑞源苏州的真空煅烧炉采用了先进的真空技术和精密的温度控制系统,能够实现高温下的精确控制和稳定性,确保材料在煅烧过程中得到有效处理效果。瑞源苏州的真空煅烧炉具有多项亮点和优势。首先,其独特的设计和结构使得炉腔内的温度分布均匀,避免了材料的局部过热或过冷现象,保证了煅烧效果的一致性。其次,瑞源苏州的真空煅烧炉采用了先进的加热元件和隔热材料,能够实现快速升温和高温保持,提高了生产效率和能源利用率。此外,该设备还具备智能化控制系统,可实现远程监控和操作,提高了操作便捷性和生产管理的效率。瑞源苏州的真空煅烧炉*应用于多个领域。在材料科学领域,它被用于研究和开发新型材料,如高温超导材料、陶瓷材料和金属合金等。在电子行业中,真空煅烧炉被用于制备半导体材料和器件,提高其性能和可靠性。此外,它还在航空航天、能源、化工等领域发挥着重要作用。
真空清洗炉均采用不锈钢电热管真空炉膛内直接加热,密封部位均采用耐高温密封圈,不需水冷却保护,所以,真空清洗炉加热功率小,热效率高,升温速度快,温度均匀性好,加热器检查维修方便,较炉外带式加热器加热节电40%,节水60%,并且,克服了由于水冷却导致的炉内温度均匀性差,局部清洗效果不好等缺陷。真空清洗炉具有完整的自动化工作性能,只要对程序温度控制仪输入拟定的工作程序,设备即能进行自动化清洗工作,中途无需人工干预,并具有超温、缺相和断水或低水压报警功能。真空清洗炉的产品组成。
塑料加工的关键环节。将各种形态的塑料(粉、粒料、溶液或分散体)制成所需形状的制品或坯件。成型的方法多达三十几种。它的选择主要决定于塑料的类型(热塑性还是热固性)、起始形态以及制品的外形和尺寸。加工热塑性塑料常用的方法有挤出、注射成型、压延、吹塑和热成型等,加工热固性塑料一般采用模压、传递模塑,也用注射成型。层压、模压和热成型是使塑料在平面上成型。上述塑料加工的方法,均可用于橡胶加工。此外,还有以液态单体或聚合物为原料的浇铸等。在这些方法中,以挤出和注射成型用得*多,也是*基本的成型方法。清洗塑料等高分子聚合物,推荐瑞源(苏州)加热设备科技有限公司的真空清洗炉,资质完备,安全性高,深受行业好评!瑞源真空清洗炉可以用来清洗过滤网。贵州瑞源真空清洗炉适用于新材料行业
瑞源苏州加热生产的真空清洗炉主要用于哪些行业?黑龙江非标定制真空清洗炉生产商
一般螺杆式注塑机的成型工艺过程是:首先将粒状或粉状塑料加入机筒内,并通过螺杆的旋转和机筒外壁加热使塑料成为熔融状态,然后机器进行合模和注射座前移,使喷嘴贴紧模具的浇口道,接着向注射缸通入压力油,使螺杆向前推进,从而以很高的压力和较快的速度将熔料注入温度较低的闭合模具内,经过一定时间和压力保持(又称保压)、冷却,使其固化成型,便可开模取出制品(保压的目的是防止模腔中熔料的反流、向模腔内补充物料,以及保证制品具有一定的密度和尺寸公差)。注射成型的基本要求是塑化、注射和成型。塑化是实现和保证成型制品质量的前提,而为满足成型的要求,注射必须保证有足够的压力和速度。同时,由于注射压力很高,相应地在模腔中产生很高的压力(模腔内的平均压力一般在20~45MPa之间),因此必须有足够大的合模力。由此可见,注射装置和合模装置是注塑机的关键部件。清洗注塑机螺杆,推荐瑞源(苏州)加热设备科技有限公司的真空清洗炉,资质完备,安全性高,深受行业好评!黑龙江非标定制真空清洗炉生产商
上一篇: 甘肃瑞源定制真空煅烧炉
下一篇: 陕西免费设计真空清洗炉制造商