金刚石切割片制样耗材制样设备厂家
制样耗材是实验室和科研人员进行样品制备的必备工具,我们公司提供各类高质量的制样耗材产品,包括试剂、培养基、离心管和移液器等。这些产品具有稳定的性能和可靠的质量,能够满足不同实验室的需求。我们的制样耗材采用先进的生产工艺和严格的质量控制,确保每个产品的可靠性和稳定性。我们不断进行技术创新和产品改进,以满足市场的需求。我们的产品不仅能够提高实验效率,还能够保证实验结果的准确性和可重复性。我们的制样耗材广泛应用于生物医学、化学、环境科学等领域的实验室和研究机构。我们致力于为客户提供质量的产品和满意的服务,与客户共同推动科学研究的进步。我们相信,选择我们的制样耗材,将为您的实验工作带来更高效和更准确的结果。制样耗材水晶王,高度透明 聚酯树脂类,固化温度时间25℃30分钟。金刚石切割片制样耗材制样设备厂家

制样耗材是实验室和科研人员进行样品制备的重要工具,我们公司提供各类高质量的制样耗材产品,包括试剂、培养基、离心管和移液器等。这些产品具有***的性能和稳定的质量,能够满足不同实验室的需求。我们的制样耗材采用先进的生产工艺和严格的质量控制,确保每个产品的可靠性和稳定性。我们不断进行技术创新和产品改进,以满足市场的需求。我们的产品不仅能够提高实验效率,还能够保证实验结果的准确性和可重复性。我们的制样耗材广泛应用于生物医学、化学、环境科学等领域的实验室和研究机构。我们致力于为客户提供质量的产品和满意的服务,与客户共同推动科学研究的进步。选择我们的制样耗材,您将获得可靠的实验工具,为您的研究工作带来更高效和更准确的结果。复制白色树脂热镶嵌料制样耗材价格多少制样耗材热镶嵌树脂,导电型特性:导电,适用于导电样品,如:电镜、电解抛光。

制样耗材是指在实验室中用于制备样品的各种耗材,包括试剂、试管、移液器、离心管、滤纸等。这些耗材在实验室中应用广,主要用于生物、化学、医学等领域的实验研究。例如,在生物学领域,制样耗材可以用于细胞培养、DNA/RNA提取、PCR扩增等实验;在化学领域,可以用于合成化学、分析化学等实验;在医学领域,可以用于药物研究、临床检测等实验。制样耗材的应用场景非常广,是实验室中必不可少的基础设备之一。可以用于药物研究、临床检测等实验。制样耗材的应用场景非常广,是实验室中必不可少的基础设备之一。
热镶嵌树脂分类、选型:1.通用型树脂:树脂采用常规增强填料,流变性好,硬度适中,也相对比较经济,也是比较常用的热镶嵌树脂。对于硬度低于HRC35的材料比较合适。2.保边型树脂:树脂增强填料为较硬较耐磨的矿物纤维,这种硬度高,耐磨性好,可以与较硬的样品在磨抛时实现较好的材料同步去除,有效避免边缘地方圆弧化,可在相同景深下聚焦观察。但是这种树脂的流变性相对较差,镶嵌时需要20MPa以上的压力才能实现紧密填充,通常液压式镶嵌机,普通的手摇式和气动镶嵌机就压紧力不足。3.功能性树脂顾名思义,就是指有特殊需求的树脂,例如导电需求,透明需求等。所以这种功能性树脂需要专门的材料和合成工艺,具体就看具体应用高要求和供应商的产品能力了。镶嵌树脂是样品的包覆支撑体,只有良好的镶嵌样才能保证后期的磨抛效果,进而影响金相分析,所以镶嵌树脂的品质至关重要。制样耗材金相切割片高硬克星,红色,适用于非铁基有色金属材料HV375-600。
制样耗材产品具有竞争力的价格和质量的售后服务。我们始终以客户满意度为导向,努力为客户提供高性价比的产品和***的技术支持。我们的专业团队随时准备回答客户的问题,并提供技术指导和培训,以确保客户能够充分利用我们的产品。总而言之,我们的制样耗材产品在质量、适用性和服务方面与市场上的其他产品有着明显的差异化。我们将继续努力创新和改进,为客户提供更好的制样解决方案,成为您信赖的合作伙伴。我们的产品经过严格的质量控制,以确保每一批产品都符合比较高的标准。制样耗材热镶嵌树脂,常用型、导电型、保边型、白色:保温时间10分钟以上,冷却时间5分钟以上。金刚石切割片制样耗材制样设备厂家
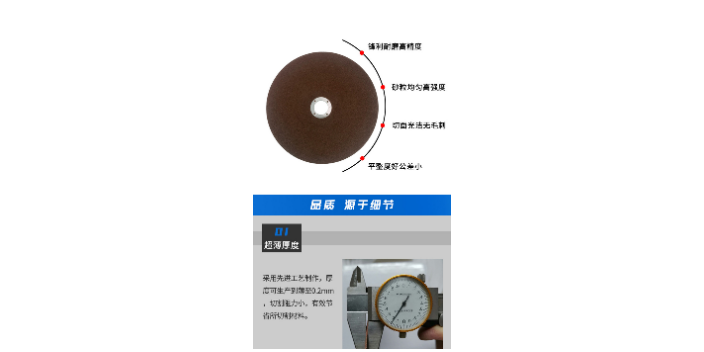
制样耗材树脂金刚石切割片,切割片尺寸、材料均可根据客户要求特殊定制。金刚石切割片制样耗材制样设备厂家
制样耗材,切割片在使用过程中常见的问题,.切割时震动严重在使用砂轮片时常发现有震手现象,甚至切台抖动而不能切割。原因有如下几点:砂轮片静平衡超标、砂轮片发生“软片”(组织断裂)、砂轮片平面度差、切台轴磨损等原因。切割后工件毛刺严重在有些切割场合特别是切割不锈钢薄壁管时,要求切割后工件尽量无毛刺以减少后道工序的工作量,就此要求我谈谈自己的看法。首先,在了解毛刺产生的原因之前我们要先简单了解一下切削原理:在切割过程中由于磨粒和工件剧烈磨擦而使切削区温度很高,这会造成工件产生应力和变形,甚至造成工件表面烧伤,而切削过程中所消耗的能量几乎全部转变为切削热。试验研究表明,切削热约有60~85%进入工件,10~30%进入砂轮片,0.5~30%进入切屑,另有少部分以传导、对流和辐射形式散出,切削区的平均温度约为600~1000℃,至于瞬时接触点的最高温度可达工件材料熔点温度金刚石切割片制样耗材制样设备厂家
上一篇: 嘉兴镶嵌用三角夹制样耗材制样设备厂家
下一篇: 江苏金相抛光植绒布磨抛耗材品牌好