南京固定碳化物喷涂口碑推荐
热喷涂的工艺过程决定了喷涂层的结构,它是由无数熔融颗粒被高速气流送到基体表面堆叠而形成的层状结构。一般火焰气喷或电气喷工艺过程,是用普通高压空气,所以熔融颗粒表面会受到空气中氧化性气体的氧化,这就会在涂层中形成氧化性夹杂,在涂层形成过程中,由于熔融颗粒的冷凝碰撞变形和反弹,在涂层中还会形成空隙,所以喷涂层是由氧化性涂层中氧化性夹杂量与气孔多少的涂层的密度,取决于热喷涂材料和喷涂条件,热源温度高如等离子,喷速快如超音速喷涂,环境好如气体喷涂,泰州海瑞斯喷涂,材料熔点低,韧性好就会降低夹杂和气孔,很大改善喷涂层的结构和性能。喷涂后再重熔处理,也会消除涂层中的夹杂和气孔,同时涂层的层状结构会变成均质结构,与集体表面的结结合装备也会发生变化。 常州的碳化物喷涂服务厂家。欢迎来电咨询常州卡奇!南京固定碳化物喷涂口碑推荐
第三步:碳化钨喷涂涂层加工零件清洗:用抛光棉和大致清洁零件的配合面和定位孔,然后用棉和清洁零件,然后将其清洁到零件表面无污垢,即用干净棉擦拭后,棉没有残留。协助工装制造、设计、打造三个定位销,定位销为台阶定位销,与孔的配合精度为,两段台阶销的外径同轴度为。打磨:三个定位销与零件上的定位孔相匹配,零件采用三点对中原理加工成规定尺寸。定位销的定位误差为,定位误差为。第四步:终试验外观:零件外观100%检查。零件涂层表面完整、致密、色泽均匀,无裂纹、剥落、分层、翘边等缺陷。结合力:在试件表面用刀片在外径周围7mm处切割涂层带,然后垂直于涂层带切割涂层。当涂层边缘露出时,涂层不能拉起,结合力合格。厚度:通过测量涂层前后零件的尺寸来检查涂层厚度()。 浙江固定碳化物喷涂有几种常州卡奇碳化物喷涂值得推荐。欢迎来电咨询常州卡奇!

虽然碳化钨粉末的外观看起来都差不多,但是实际上碳化钨粉末的种类还是比较多的,有的时候不同的粉末会具有不同的用途,现在碳化钨喷涂网站就来为大家介绍一些碳化钨粉末的分类。1、用于抗冲击工具的均匀晶粒碳化钨粉通过在高温下生产的碳化钨粉具有粒度分布窄且单晶化先进的均匀晶粒。2、超细碳化钨粉这种碳化钨粉末的直径小于μm,属于超细碳化钨粉,多用于高硬度和高度度的无粘结剂合金和超硬合金。非常适合用于要求高硬度和强度的原材料,例如钻头和立铣刀,也可用于印刷电路板。其中根据尺寸的不同,还可以细分为:纳米粉(晶粒尺寸介于)、标准粉(晶粒尺寸介于)和均匀晶粒粉(晶粒尺寸介于)。以上就是几种常见的碳化钨粉末分类,碳化钨粉末在碳化钨喷涂中的应用也很普遍,比较值得我们去深入的了解这种重要的工业原材料。
紧固方法–碳化钨可通过三种方法中的任何一种固定在其他材料上;钎焊,环氧树脂粘合或机械方法。当提供预成型用于磨削或EDM时,必须仔细考虑碳化钨的低热膨胀率。1摩擦系数–与钢相比,碳化钨组合物表现出低的干摩擦系数值。淬火–碳化钨组合物具有出色的抗表面磨损和焊接性能。耐腐蚀性–特殊等级的耐腐蚀性接近贵金属。对于许多应用,常规等级具有足够的耐腐蚀性条件。耐磨性–在磨损,腐蚀和磨损等条件下,碳化钨的磨损长度是钢的100倍。碳化钨的耐磨性优于耐磨工具钢。表面处理–烧结部分的表面处理约为50微英寸。使用金刚石砂轮进行表面,圆柱或内部研磨可生产18微英寸或更好的产品,可生产低至4至8微英寸的产品。金刚石研磨和珩磨可以产生2微英寸,并且抛光低至½微英寸。尺寸稳定性–碳化钨在加热和冷却过程中不会发生相变,并且无限期地保持其稳定性。不需要热处理。 碳化物喷涂的服务价格更优惠。欢迎来电咨询常州卡奇!

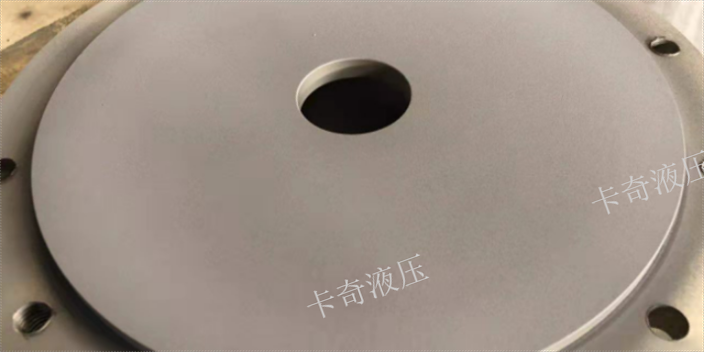
众所周知,碳化钨是一种由钨和碳组成的化合物,具有较高的耐磨性能和耐腐蚀性能,因此常常作为表面处理材料喷涂在金属零部件的表面,碳化钨喷涂完成后,需要采用金刚石砂轮进行表面打磨,因此碳化物喷涂工件表面金刚石砂轮磨平装置是金属零部件加工中较为重要的辅助装置;现有的碳化物喷涂工件表面金刚石砂轮磨平装置包括支撑架、固定架、旋转电机、转轴、金刚石砂轮、电动缸、伸缩杆和放置板,固定架、旋转电机和电动缸均安装在支撑架上,转轴安装在旋转电机的底部输出端,金刚石砂轮安装在转轴的底端,伸缩杆安装在电动缸的顶部输出端,放置板安装在伸缩杆的顶端,并且放置板位于金刚石砂轮的下方碳化物喷涂供应商。欢迎咨询常州卡奇液压机械有限公司。南京固定碳化物喷涂口碑推荐
碳化物喷涂哪里便宜?欢迎咨询常州卡奇液压机械有限公司。南京固定碳化物喷涂口碑推荐
不明白还有碳化物喷涂中涂层物料离开喷枪覆辙到基材表面的时间越长是不是就越软,时间越短是不是越硬,太近了是不是喷不好回答碳化钨只是与自熔性合金粉的机械混合,它本身是不熔化的。微观硬度是碳化钨本身硬度72.离开喷枪覆辙到基材表面的时间越长,则须拉大喷枪与工件的距离,粉末动能会减小,时间越短则自熔性合金粉的粉末温度低,达不到半熔状态,附着力下降,容易剥落。我所指“在高温区间停留的时间”是重熔的时间尽量短,而不是物料离开喷枪覆辙到基材表面的时间 南京固定碳化物喷涂口碑推荐
上一篇: 硬质合金喷涂厂家
下一篇: 浙江火焰喷涂加工公司