长春轴类产品通用平头机生产厂家
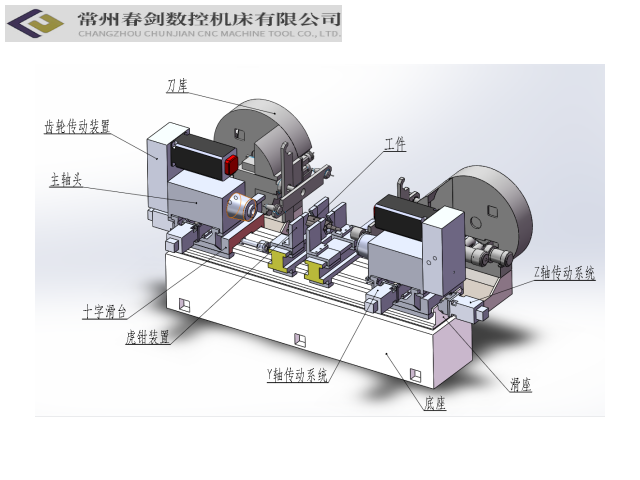
四轴分别为X1、Z1、Z2、X2轴,X1、X2轴即机床左、右主轴箱滑台整体横向(即X方向)移动,Z1、Z2轴即机床左、右铣轴、钻轴及攻丝轴的垂直方向(即Z方向)移动。机床采用平床身双面布局,便于工件上下料及排屑顺畅。床身采用整体结构,提高床身的刚度。床身导轨采用双矩形形式,并经淬火处理,耐磨、承载能力大,切削抗振性能好。左右虎钳采用两对V型钳口,经油缸带动齿轮齿条机构,实现被加工工件的自动定心及自动夹紧,钳体上设有夹紧同步可调装置,根据工件直径的变化范围可通过更换钳口来实现有效夹持。常州春剑数控机床有限公司铣打机服务值得放心。长春轴类产品通用平头机生产厂家

机床安装在坚固的基础上,如果车间地坪坚实可不另做基础。否则应参照图8-2所示作出相应的基础,并预留埋地脚螺栓的灌浆孔,调整楔铁使机床符合安装水平后,即以水泥砂浆填满预留灌浆孔,待水泥完全硬化后,再拧紧地脚螺栓上的螺母,这时还须校正安装水平,在纵平面上不超过0.06/1000,横平面上不超过0.04/1000,校正后再按照机床合格证检验各项精度,要求各项精度不超过允差值,并尽量能接近合格证所记录的实测值,底座与基础间的空隙灌水泥浆,全部水泥干硬后,经过试车准备工作,才允许使用机床。重庆三轴平头机升级铣打机,就选常州春剑数控机床有限公司,用户的信赖之选,有需要可以联系我司哦!

同时,双头钻孔机还可以进行深孔钻孔,提高工作效率。在塑料方面,双头钻孔机同样可以轻松地进行钻孔。塑料是一种比较软的材料,需要更低的钻孔速度和更小的钻孔力度。双头钻孔机可以根据不同的塑料材料进行调整,以达到好的钻孔效果。同时,双头钻孔机还可以进行多孔钻孔,提高工作效率。在石材方面,双头钻孔机同样可以轻松地进行钻孔。石材是一种比较硬的材料,需要更高的钻孔速度和更强的钻孔力度。双头钻孔机可以根据不同的石材材料进行调整,以达到好的钻孔效果。
模具加工:通过铣刀对模具进行加工,实现模具的制造和修复。铣打机适用于以下方向:金属加工:铣削金属零件,如铝合金、钢铁、铜等。木工加工:铣削木材零件,如家具、门窗、楼梯等。塑料加工:铣削塑料零件,如塑料模具、塑料零件等。模具加工:铣削模具,如塑料模具、压铸模具、冲压模具等。零件加工:铣削各种零件,如汽车零件、航空零件、电子零件等。雕刻加工:铣削各种雕刻品,如石雕、木雕、铜雕等。修补加工:铣削修补零件,如修补机床、修补汽车发动机等。常州春剑数控机床有限公司为您提供铣打机,欢迎您的来电哦!
本机床加工时,工件的夹紧采用液压控制。液压系统采用单独液压站的型式,可避免液压系统散热对机床精度的影响,更主要是便于安装、调试和维修。本液压系统采用VP70-30变量叶片泵和集成通道体集中供油形式,改变了原来双联定量泵高能耗高噪音的缺点,油箱温升低,动作可靠, 适宜机床长期运行的优点。液压元件采用叠加阀形式,通径为Ф6的叠加元件安装在通道体上,连接尺寸符合ISO4401国际标准,整个装置结构紧凑,体积小,配置灵活,维修保养容易。铣打机,就选常州春剑数控机床有限公司,让您满意,欢迎您的来电!河南三轴平头机维保
常州春剑数控机床有限公司致力于提供铣打机,欢迎您的来电!长春轴类产品通用平头机生产厂家
为保证两虎钳同步, 在虎钳油缸的夹紧进油路上各设置了一管式单向节流阀,以便调节虎钳夹紧速度,以保持基本同步。接通电源后,接液压电机起动按钮,油泵起动旋转,将工件放入托架并手动靠上左端定位挡铁定位后,按设定程序开始工作。电磁铁YV1、YV2得电,换向阀换向,夹紧油缸动作,工件被夹紧,同时虎钳上的行程开关被压合发讯,Z1、Z2轴伺服电机运行,此时,YV3断电,滑台压板松开状态。当Z1、Z2轴运行至所设定加工坐标位置后,电磁铁YV3得电,滑台压板锁紧,Y1、Y2轴方可动作运行,全部加工程序运行完成后,YV2得电,虎钳松开,YV1断电,液压系统卸荷,至此整个循环完成,取下工件。长春轴类产品通用平头机生产厂家
常州春剑数控机床有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,常州春剑数控机床供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
上一篇: 辽宁平床身铣打机升级
下一篇: 江苏数控刀库机大修