福建精益生产心得体会
一.盲目跟风追求完美“1个流”生产制造“1个流”生产制造就是说各工艺流程只能1个钢件在流动性,使工艺流程从毛坯到制成品的生产过程自始至终处在不停滞不前、不沉积、不跨越的流动性情况,是这种工艺流程间在工艺品向零挑战的企业生产管理方法。根据追求完美“1个流”,使各种各样难题、浪费和分歧明显化,驱使大家积极处理当场存有的各种各样难题,建立人尽其才、物尽其用、时尽其效。一起超过在工艺品总量少,有益于确保产品质量的目的。由日本丰田公司首先推出的,在生产组织、管理方面的一种好方式。福建精益生产心得体会
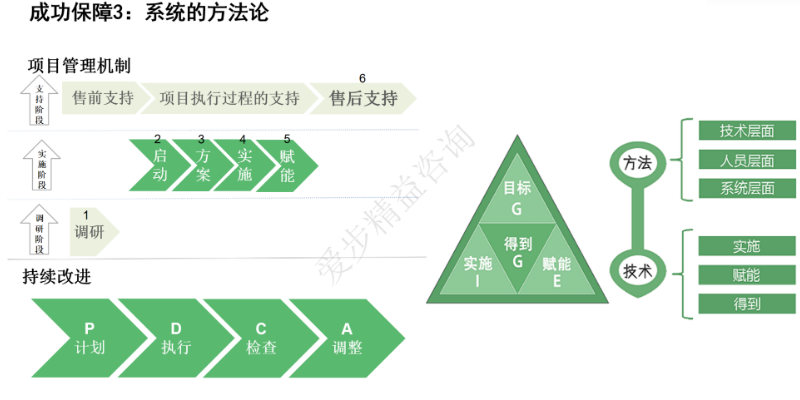
5、细化生产任务生产计划要细化,能够细化到机台就细化到机台,能够细化到班组就细化到班组,能够细化到个人就细化到个人。当然,不同的企业类型细化的单位也有区别:如果是注塑车间,你得将生产任务细化到机台,每一个机台当天注塑什么产品?做多少量?如果是一条流水线,那你就要细化到这个班组当天的任务量是多少?如果是一个小组的计件,那你就要细化到这个小组中的3个人、5个人的一个任务量,要通过各种方式将生产任务传达给每一个员工,让每一个员工都明确的知道自己每天的工作任务是多少。只有这样你的任务不断细化,做的才有意义,你的日计划才算是贯彻到底了,也才有基础去落实,这是非常重要的一环。广州爱步精益咨询精益生产流程标准化要保障全员积极参与改善,就要有“保障全员积极参与改善”的工具;
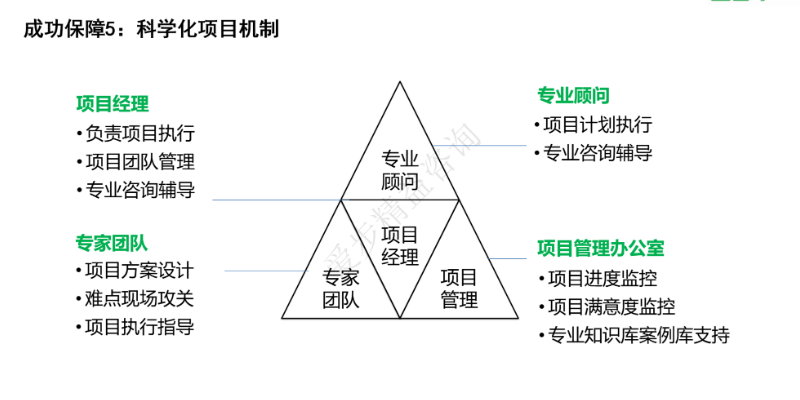
在车间管理中,质量门会涉及到许多具体问题,比如:l由谁来负责质量门的设置(生产还是质量)?l质量门设置在什么地方?l每个质量门检查的内容是什么?l当质量门检查到问题后如何处理?什么情况下需要停线?谁有权停线?l质量门数据如何进行搜集和反馈?l质量问题如何进行追溯?l反复出现的质量问题如何解决,由谁来负责解决?l质量门在企业整体质量管理闭环中的角色是什么?质量门如何与其它工具相结合?如果制造企业在质量门管理中没有理顺上述问题,不能从逻辑上充分解释质量管理,也不能在实际操作中保证严格执行,而只是笼统地说“我们在使用质量门工具”,那么结果往往是质量门没有起到应有的作用,质量问题在工位甚至车间之间还是不断溢出。因此,精益要素需要以详细的流程和定制化的管理机制作为保障。
七大浪费之一运输浪费表现:人员走动过多;需要专门运输来实现工序间的衔接;过多的运输。原因:低效的车间布局、过于庞大的设备、不流畅的生产等。对策:杜绝孤岛式生产,合理紧凑安排工序,让作业流动起来,形成节拍,从而无需过多运输!
七大浪费之二动作浪费表现:作业动作不连贯、幅度过大、转身角度大、弯腰、动作重复或多余等形成浪费。危害:动作浪费对生产效率、质量以及人员安全都会造成负面影响。对策:从人机工程学角度,合理运用工业工程手法来进行作业台布局优化以及作业动作标准化。
七大浪费之三加工浪费表现:加工余量过大、无谓的加工精度、多余的产品功能、重复检验包装等。原因:自以为是的作业,而不是以客户价值为导向。对策:用省略、替代、重组或合并的方法审视现有工序;准确把握客户需求、优化作业标准以及工序间的衔接。
生产管理包括构建组织结构、分配角色和职责以及建立跟踪和监控生产流程的系统。
6s
1.整理将工作现场的所有物品区分为有用品和无用品,除了有用的留下来,其它的都清理掉。腾出空间,空间活用,防止误用,保持清爽的工作环境。2.整顿:整顿就是把要用的东西以简便的方式放好,并使大家都能一目了然。整顿一方面防止意外事故的发生,另一方面则是消除无谓的寻找浪费。3.清扫:清扫是彻底将自己的工作环境四周打扫干净。清扫的目标为:清扫脏乱与污染源;降低机器设备的故障率;实施操件人员自主保养制度及维护质量;清扫可以提高机器设备稼动率。4.清洁:保持清扫的成果,使自己所负责的工作区域、机器设备保持干净、无污垢的状态。改善容易发生污垢、灰尘等的机器设备、物品,并设法消减污染源。清洁是维持整理、整顿、清扫3S之成果。5.素养:使全体人员养成遵守标准、规定的习惯。养成企业内部人员的自主管理,爱岗敬业,尽职尽责,提高素质,养成自我管理、自我控制的习惯。6.安全:清扫隐患,排除险情,预防事故的发生。目的是保障员工的人身安全,保证生产的连续安全正常的进行,同时减少因安全事故而带来的经济损失。 改变管理者的行为,使管理者; 1、对下级;持续引导、辅导 2、对工作;持续改善 从而保障全员积极参与改善。广州爱步精益精益生产精益管理
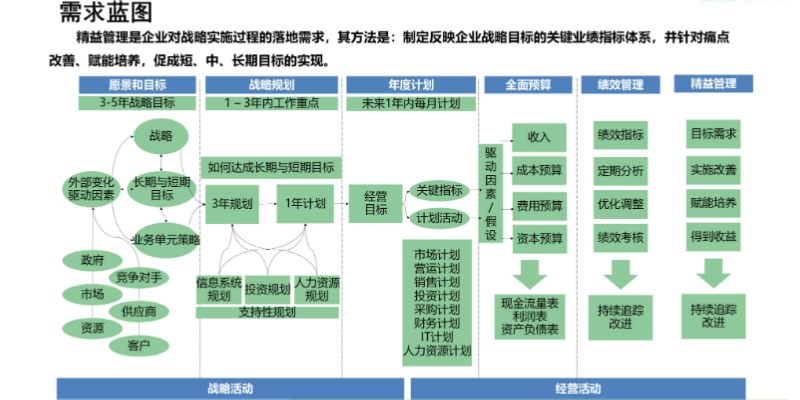
通过提高员工参与的积极性和投入度,从而实现生产效率和质量的提升。福建精益生产心得体会
1、拉式生产(pullproduction)后工序根据前工序的需求来加工一定数量的产品,一个工序衔接一个工序的需求,这样就形成了拉式生产方式。为了有效便捷地传递需求,一般通过看板手段,即在看板上标明需求量及现有量等信息,后工序可根据看板信息进行生产。2、准时化生产(JustInTime)3、自働化(Jidoka)4、浪费(Muda)5、防呆法(Poka-yoke)6、快速换模(SMED)7、节拍时间(TAKTtime)8、价值流图(VSM)9、精益屋10、改善(Kaizen)福建精益生产心得体会
上一篇: 台州爱步精益生产流程标准化
下一篇: 厦门爱步精益企业管理咨询企业发展