东莞附近大型机床铸件铸造
机床铸件在机械制造业中具有广泛的应用,以下是一些主要的应用范围:机床床身和底座:车床床身:车床床身需要具备高刚性和稳定性,以确保加工精度和减少振动。铣床底座:铣床底座需要承受较大的切削力和工作台运动,需要高强度和耐磨性。工作台和滑块:工作台:机床的工作台需要承受工件和夹具的重量,并且在加工过程中保持稳定。滑块:滑块用于支撑和导向工作台或刀架的运动,需要高精度和耐磨性。立柱和横梁:立柱:立柱用于支撑机床的主要部件,如主轴箱和工作台,需要具备高刚性和稳定性。横梁:横梁用于连接立柱和支撑工作台,需要承受较大的切削力和振动。主轴箱和刀架:主轴箱:主轴箱是机床的部件之一,用于支撑和驱动主轴,需要高强度和耐磨性。刀架:刀架用于安装和固定刀具,需要具备高刚性和稳定性,以确保加工精度。导轨和导向件:导轨:导轨用于支撑和导向工作台、刀架等部件的运动,需要高精度和耐磨性。导向件:导向件用于确保机床各部件的精确运动,需要高精度和耐磨性。齿轮箱和传动部件:齿轮箱:齿轮箱用于传递动力和改变传动比,需要高强度和耐磨性。传动轴和齿轮:传动轴和齿轮用于传递动力和运动,需要高精度和耐磨性。 凯仕铁在机床铸件领域拥有丰富的实战经验,可以应对各种规格的机床部件。东莞附近大型机床铸件铸造
机床铸件一、定义机床铸件,又可以称为大型铸件、床身、底座、工作台等,是机械制造中重要的组成部分。它们通常用于构成机床的主体结构,为机床提供稳定的基础和支撑。二、特点耐磨性与消震性好:机床铸件多采用灰口铸铁等耐磨材料制成,具有良好的耐磨性和消震性,能够保证机床在长时间、高负荷工作下的稳定性和精度。工艺性能好:由于灰口铸铁含碳量高,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁铸件。同时,其可切削加工性也优于钢,易于进行后续加工。尺寸精度高、刚性好:机床铸件经过精密铸造和热处理等工艺处理后,具有较高的尺寸精度和刚性,能够满足高精度加工的需求。三、应用领域机床铸件广泛应用于仪器仪表、标准件、轴承行业、电子、轻工、汽车零部件等行业。它们不仅用于制造各种机床的床身、底座、工作台等主体结构,还用于制造一些重要的传动部件和支撑部件。四、工艺流程机床铸件的工艺流程大致包括以下几个步骤:模型制作:根据产品图纸或设计要求,制作铸造模型。造型:在砂箱中填入砂子并紧实,然后将模型放入砂箱中,形成铸型。合箱:将上下两个铸型合并,确保砂型紧密无缝隙。浇注:将熔化的金属液倒入铸型中,待其冷却凝固后形成铸件。 苏州高精密机床铸件厂家电话多少凯仕铁机床铸件,经过精心设计和制造,确保机床的稳定运行和长寿命。

机床铸件的常规尺寸并非固定不变,而是根据具体的应用需求、铸造工艺和材料要求来确定的。根据参考文章提供的信息,我们可以对机床铸件的常规尺寸进行一些归纳和总结:铸件大小划分:按体积划分:小铸件:体积小于1m³。中铸件:体积在1m³到5m³之间。大铸件:体积大于5m³。按重量划分:小铸件:重量小于100kg。中铸件:重量在100kg到500kg之间。大铸件:重量大于500kg。铸件尺寸公差:根据GB/T6414-1999《铸件尺寸公差与机械加工余量》规定,铸件尺寸公差分为CT1~CT16共16个等级。大批量金属型灰铁球铁可锻铸件一般为CT8~CT10级。小批量化学粘结剂砂型灰铁球铁可锻铸件一般为CT11~CT13级。铸件基本尺寸与公差等级:对于大于25mm的铸件基本尺寸,其公差等级的选择依赖于制造工艺方法(如砂型手工造型、金属型、熔模铸造等)和铸件材料(如铸钢、灰铁、球铁等)。当铸件基本尺寸小于或等于10mm时,其公差等级通常会提高3级。未注公差等级:如无特殊要求,铸件未注公差等级通常为CT6级。铸件形位公差:形位公差(如平行度、垂直度、对称度、同轴度等)的数值取决于铸件的名义尺寸,且随着铸件尺寸的增大而增大。请注意以上信息供参考。有问题可以致电凯仕铁官网400电话。
机床铸件的保养方法对于确保机床的长期稳定运行、延长铸件的使用寿命和提高加工精度具有重要意义。以下是根据参考文章中的相关知识和信息,整理的机床铸件保养方法:一、清洁与除尘定期清洁:机床铸件在运行过程中会积累灰尘、油污和金属屑等杂质,需要定期进行清洁。建议每周或根据工作频率和环境状况调整清洁频率。使用适当工具:清洁时可使用软毛刷和清洁剂,但应避免使用腐蚀性强的清洁剂,以免对铸件表面造成损害。二、润滑定期润滑:铸件表面的移动连接处需要定期涂抹润滑油,以减少摩擦和磨损,保持机床的正常运转。润滑频率可根据机床使用情况和润滑油的性能来确定。选择合适的润滑油:润滑油的选择应根据铸件材质和使用环境来确定,可以咨询专业人士进行选择。三、检查与修复定期检查:对机床铸件进行定期检查,观察铸件表面是否有裂纹、变形或磨损等现象。建议每季度至少进行一次检查。及时修复:如发现问题,应及时进行修复或更换。修复时要注意选择合适的方法和工艺,以保证修复效果和使用寿命。四、防锈与防尘防锈:机床铸件在停机时要注意做好防锈工作,可以使用防锈剂进行涂抹,以保护铸件不受潮气和酸碱侵蚀。防尘:在机床停机时,要做好防尘措施。
凯仕铁机床铸件经过精密加工和热处理,确保尺寸稳定、精度高。

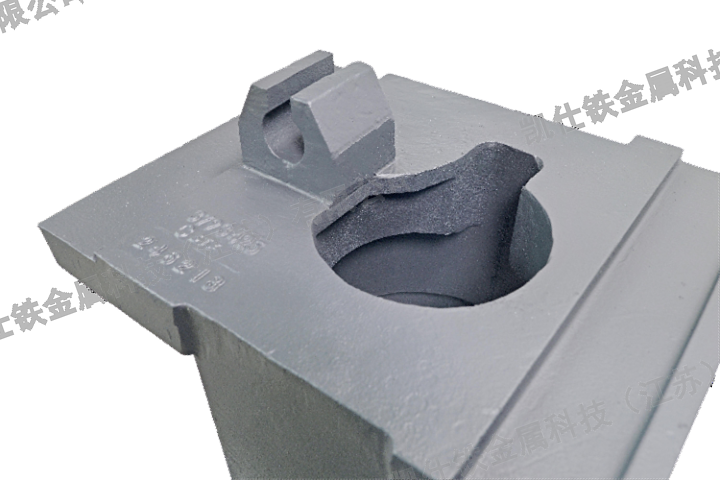
可一定程度上提升铁水碳当量。其四,铸件浇筑前对压箱与锁箱力进行调整,浇筑后铸件处于砂箱内放置一段时间后再进行打箱、清砂操作。结合铸件重量、大小实际情况,对在砂箱内的放置时间进行适当调整。漂芯及解决对策部分机床铸件的结构中两面有孔洞,四面封闭,如上下两面封闭,侧面有孔洞。针对该部分铸件,倘若处理不合理,极易引发“漂芯”问题,即为铸件上下壁厚严重超差,并且上部会产生大范围孔洞致使报废。针对这一问题,应当注意以下几点:其一,确保“芯铁”强度与刚度合适,保障其位置的稳定性,不出现朝上浮动情况。其二,铸件上方倘若为非加工面,同时大部分机床铸件不进行打压渗漏试验,则可以在上方区域放置“卡子”避免出现上浮,从而保证铸件上下壁厚几何尺寸保持原状。 机床铸件的结构设计要合理,以承受机床工作时的各种力。安徽非标机床铸件铸造厂
机床铸件在机床运行中起着支撑和连接作用,其质量至关重要。东莞附近大型机床铸件铸造
大型铸造机床工作台是目前我国发展的一个重点,也是衡量我国铸造业水平的标准线之一,铸造大型机床工作台是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。机床工作台制造有与其它工艺不同的特点,主要是适应性、需用材料和设备、污染环境。铸造生产会产生粉尘、有害气体和噪声对环境的污染,比起其它机械制造工艺来更为严重,需要采取环保措施进行控制。所以,发展大型机床铸件行业是发展我国制造业的基础,也是提高国民经济支柱产业之一,2009年5月发布《装备制造业调整和振兴规划》,明确提出重点发展重大技术装备配套大型铸件。大型铸铁机床工作台作为重大技术装备的关键部件,它对内应力、保持尺寸精度的能力、刚性、耐磨性等都有很高的要求。所以,具有较为严格的技术标准和安全规范,大型机床工作台的质量和可靠性直接影响配套主机的使用寿命和运转性能。据业内人士统计,随着电力、冶金、石化、造船行业的发展,对大型铸件的需求将不断增多。各大型机床工作台铸件市场需求将不断上升。尽管我国机床铸件生产业一直致力于自主创新,可是却与发达大国的成熟产业相差甚远。 东莞附近大型机床铸件铸造
上一篇: 安徽数控机床铸件厂家电话多少
下一篇: 广东附近线切割机床铸件出口