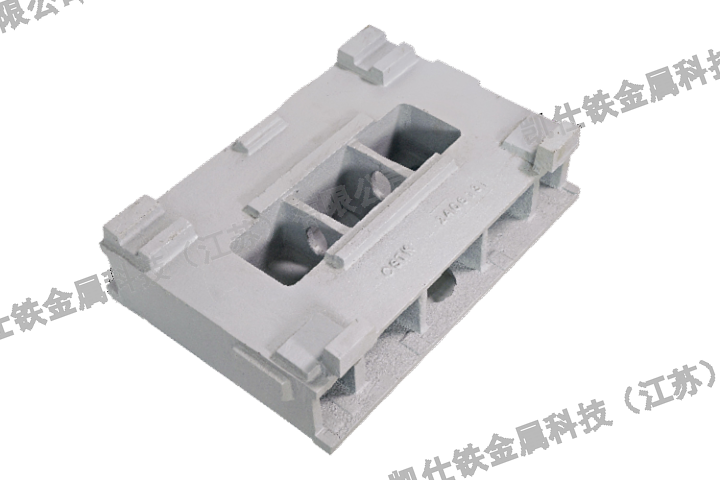
浙江高精密机床铸件铸造
热处理与机加工热处理:了解热处理的目的和常用工艺,如退火、正火、淬火和回火等,以及它们对铸件性能的影响。热处理是改善铸件组织结构和性能的关键步骤。机加工:了解机床铸件在铸造和热处理后需要进行的机加工和表面处理工艺,如车削、铣削、钻削等,以确保铸件的尺寸和形状满足设计要求。五、质量检测与控制检测方法:掌握常用的质量检测方法,如外观检查、尺寸测量、材料成分分析和力学性能测试等,以确保铸件的质量符合设计要求。控制方法:了解质量控制的重要性,掌握工艺参数控制、熔炼与净化控制、铸型与芯子制备控制等质量控制方法,以确保铸件的质量稳定可靠。六、市场与应用市场需求:研究机床铸件的市场需求和发展趋势,了解国内外市场的差异和竞争格局。应用领域:了解机床铸件在不同领域的应用情况,如机械制造、汽车制造、航空航天等,以及它们对铸件性能的特殊要求。通过以上六个方面的深入研究,可以了解机床铸件的各个方面,为铸造行业的技术创新和市场拓展提供有力支持。 凯仕铁机床铸件在市场上树立了良好的口碑。浙江高精密机床铸件铸造

企业需要充分考虑这些成本因素,以制定合理的定价策略和市场拓展计划。货币汇率:海外市场的货币汇率可能与国内市场存在差异。货币汇率的波动可能会对企业的销售额、利润以及市场竞争力产生影响。企业需要密切关注汇率变化,以制定有效的风险管理策略。市场特点:海外机场铸件市场可能具有一些独特的市场特点,如多语言、多货币、多宗教的分散市场特点,以及电商发展受物流限制等因素。企业需要深入了解这些市场特点,以制定针对性的市场策略。综上所述,海外机场铸件市场和国内市场在法律法规、语言文化、市场消费能力、市场竞争格局、交流成本、货币汇率以及市场特点等方面存在差异。企业需要充分了解这些差异,以制定有效的市场策略,提高市场竞争力。 加工机床铸件厂家电话多少凯仕铁机床铸件,经过严格质量把控,确保每一件都是符合客户要求的。
注意控制加工参数,如切削速度、进给速度等,确保加工质量和效率。六、质量检测与控制对机床铸件进行质量检测,包括外观检查、尺寸测量、材料成分分析和力学性能测试等,确保铸件的质量符合设计要求。严格执行相关标准,按照国家和行业的相关标准对机床铸件进行质量控制。七、安全操作操作人员必须穿戴符合安全标准的个人防护装备,如安全帽、护目镜、耳塞等。在操作过程中,注意机床的运行状态,确保周围环境整洁无障碍物,避免发生意外事故。八、设备维护定期对机床进行维护保养,包括润滑、紧固件检查等,确保机床的稳定性和精度。及时清理机床和工作区域,保持机床的清洁,避免污染工件和影响下次加工质量。通过以上注意事项的严格执行,可以确保机床铸件生产过程中的质量和安全,提高铸件的性能和可靠性。
研究机床铸件时,可以从以下几个方面入手,以确保研究的性和深度:一、材料选择常用材料:机床铸件常用的材料包括灰铸铁、球墨铸铁、合金铸铁和钢铸件等。这些材料各有其独特的物理和化学性能,适用于不同的应用场景。材料性能:考虑材料的耐磨性、消震性、硬度和抗拉强度等性能,以及它们之间的关系。例如,灰铸铁因其高碳量和良好的流动性,适用于铸造结构复杂或薄壁铸件。成本效益:在选择材料时,除了考虑其性能外,还需要考虑其成本效益,确保所选材料既能满足技术要求又能降低生产成本。二、设计与制模设计要求:根据机床的性能要求和使用环境,设计床身的形状、尺寸和结构,以满足强度、刚度和精度的需求。模具制作:采用木模或CAD/CAM技术制作出模具,确保模具的精度和质量。同时,需要定期对模具进行维护和修整,以确保模具的使用寿命和铸件的质量。三、铸造工艺铸造方法:了解不同的铸造方法,如树脂砂型铸造、实型铸造等,并比较它们的优缺点。例如,树脂砂型铸造具有刚度好、浇注初期砂型强度高等优点,适用于生产高质量铸件。工艺参数:研究铸造过程中的工艺参数,如浇注温度、冷却速度、浇注压力等,以确保铸件的凝固过程均匀,避免缺陷产生。
凯仕铁机床铸件,以其专业的性能和制作工艺,为机床提供坚实保障。
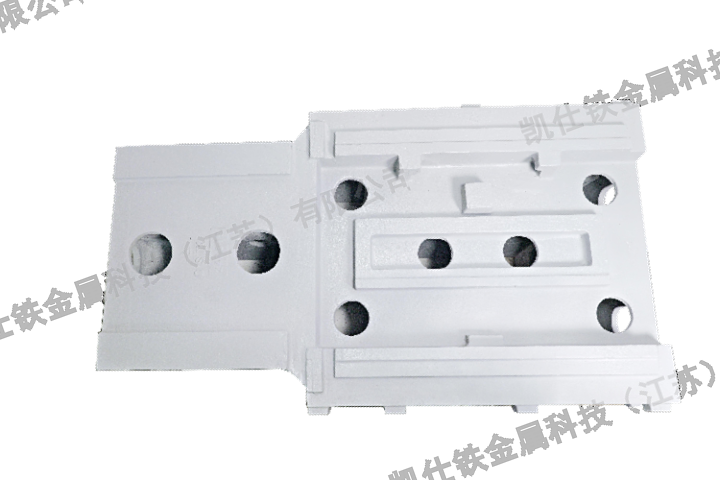
机床铸件的常规尺寸并非固定不变,而是根据具体的应用需求、铸造工艺和材料要求来确定的。根据参考文章提供的信息,我们可以对机床铸件的常规尺寸进行一些归纳和总结:铸件大小划分:按体积划分:小铸件:体积小于1m³。中铸件:体积在1m³到5m³之间。大铸件:体积大于5m³。按重量划分:小铸件:重量小于100kg。中铸件:重量在100kg到500kg之间。大铸件:重量大于500kg。铸件尺寸公差:根据GB/T6414-1999《铸件尺寸公差与机械加工余量》规定,铸件尺寸公差分为CT1~CT16共16个等级。大批量金属型灰铁球铁可锻铸件一般为CT8~CT10级。小批量化学粘结剂砂型灰铁球铁可锻铸件一般为CT11~CT13级。铸件基本尺寸与公差等级:对于大于25mm的铸件基本尺寸,其公差等级的选择依赖于制造工艺方法(如砂型手工造型、金属型、熔模铸造等)和铸件材料(如铸钢、灰铁、球铁等)。当铸件基本尺寸小于或等于10mm时,其公差等级通常会提高3级。未注公差等级:如无特殊要求,铸件未注公差等级通常为CT6级。铸件形位公差:形位公差(如平行度、垂直度、对称度、同轴度等)的数值取决于铸件的名义尺寸,且随着铸件尺寸的增大而增大。请注意以上信息供参考。有问题可以致电凯仕铁官网400电话。 凯仕铁机床铸件,凭借其高精度和耐腐蚀性,在恶劣环境下依然表现出色。河北附近机床铸件市场价
凯仕铁铸件以其精湛的工艺和严格的质量控制,成为机床制造业的择优之选。浙江高精密机床铸件铸造
机床铸件的技术主要包括以下几个方面:熔炼技术:控制碳当量:根据铸件的具体要求,如HT250、HT300、HT350等,采用适当的碳当量,以提高铸件的性能。硅碳比控制:建议将硅碳比控制在,以优化铸件的性能。合金化控制:通过添加适量的合金元素,如铜(Cu)或铬(Cr),提高铸件的强度和硬度。配料技术:生铁加入量控制:生铁的加入量要低于10%,同时采用高废钢、高渗碳工艺,以改善石墨品质。铁液温度控制:高的铁液温度有助于细化石墨,是高碳当量、高强度灰铸铁的基础。建议铁液温度为1500-1550℃,以减少铁液氧化和SiO2灰渣。孕育技术:孕育的方法比孕育剂的高效更重要。应采用随流孕育、浇口杯孕育、浮硅孕育、型内孕育等瞬时孕育方法,确保孕育质量。孕育效果的检验:采用三角试样、热分析曲线、孕育前后的冷度比等方法来检验孕育效果。性能检测技术:加强对附铸试棒性能与金相组织的检测,特别关注金相中过冷石墨、碳化物及珠光体的检验,以提高铸件冶金质量。铸造工艺:采用无冒口铸造工艺技术、数值模拟技术、石墨冷铁强制冷却工艺、快速充型技术、特殊制芯工艺、增强补缩效果的浇注系统以及中频感应电炉熔炼工艺等关键技术,以生产质量铸件。
浙江高精密机床铸件铸造
上一篇: 江苏大型灰铁机床铸件报价
下一篇: 加工机床铸件厂家电话多少