安徽工业点胶系统订制
点胶系统出胶不均匀的原因:一般情况下是因为阀的气压不够稳定导致的,要使阀的气压达到稳定状态后,方可均匀出胶,另外还有几种情况也会导致出胶不均匀,可能是点胶阀的千分尺没调节好,可能是胶水粘度不合适,也有可能是点胶阀的温度不够,还有就是点胶参数设置不正确,以上这些原因都有可能导致点胶系统出胶不均匀。单工位和双工位视觉点胶系统的区别:单工位和双工位视觉点胶机比较大的区别是,双工位点胶机比单工位点胶机增加了一个工位,可左右循环作业。正因为双工位点胶机需要在两个工位上进行点胶任务,所以双工位视觉点胶系统要用到两套相机镜头,左右工位各一套,分别进行单独的作业。双工位视觉点胶系统在加工过程中控制点胶机可以进行不停顿生产,效率是单工位点胶系统的双倍。 点胶系统的可追溯性有助于质量控制和溯源。安徽工业点胶系统订制
选择适合的胶水涉及考虑多个因素,包括应用领域、基材类型、环境条件和性能要求等。下面是一些选择适合的胶水的一般步骤:1.了解应用领域:确定您需要使用胶水的具体应用领域和用途,例如电子、汽车、航空航天、医疗设备等。这有助于缩小选择范围和寻找特定领域的胶水。2.了解基材类型:了解您要胶接的材料类型,如金属、塑料、橡胶、玻璃等,以及它们的表面特性。不同的胶水需要对不同的基材有不同的黏附性能。3.考虑环境条件:评估胶接环境条件,如温度、湿度、化学物质暴露等。某些胶水对特定的环境条件更适用,例如高温胶、耐化学品胶等。安徽工业点胶系统订制点胶系统的效率对于提高生产线的整体效益至关重要。

许多行业都需要点胶机,但是在使用过程中,总会出现各种各样的问题,比如断胶,拉丝,积胶等等。您知道如何解决这些问题吗?1、拉丝/拖尾:拉丝和拖尾是点胶机的常见问题。常见原因是喷嘴内径太小,分布压力太高,分布量太大。橡胶头打开时,橡胶头和阀门之间会有一定的距离。如果分配器立即开始分配,中间可能会有一个没有胶水的区域,可能会导致拉丝。解决分配器拉丝问题的方法是提前切换胶水,延迟切换。2、断胶/粗细不均匀:一般情况下,除塑胶针等机械原因外,点胶机控制速度的稳定性尤为重要。自助式点胶机控制器的自动前瞻运动控制算法具有真实的高速运动轨迹,能保证机器在点胶过程中连续顺畅地清理胶水,避免不均匀的点胶和胶水断裂。
点胶系统可以通过以下几种方式来控制胶水的涂布厚度:调整点胶系统参数:点胶系统通常具有参数设置,可以调整胶水的流量、压力和速度,以控制涂布的厚度。通过调整这些参数,可以使胶水的流动量适应不同的涂布要求。选择合适的点胶针头:点胶针头的尺寸和形状会对涂布厚度产生影响。通常,较小的针头会产生较细的涂布线,而较大的针头则会产生较厚的涂布线。选择适合的针头可以获得所需的涂布厚度。加热处理:对某些粘度较高的胶水,可以通过加热处理来降低其粘度,从而控制涂布厚度。加热胶水可以使其更易于流动,使涂布更加均匀。预热:在一些应用中,特别是在高速生产线上,点胶系统需要需要进行预热来保持一定的胶水温度。这可以确保要求一致的涂布厚度,因为胶水的粘度会受到温度的影响。一些点胶系统具有多功能性,可适应不同类型的生产要求。
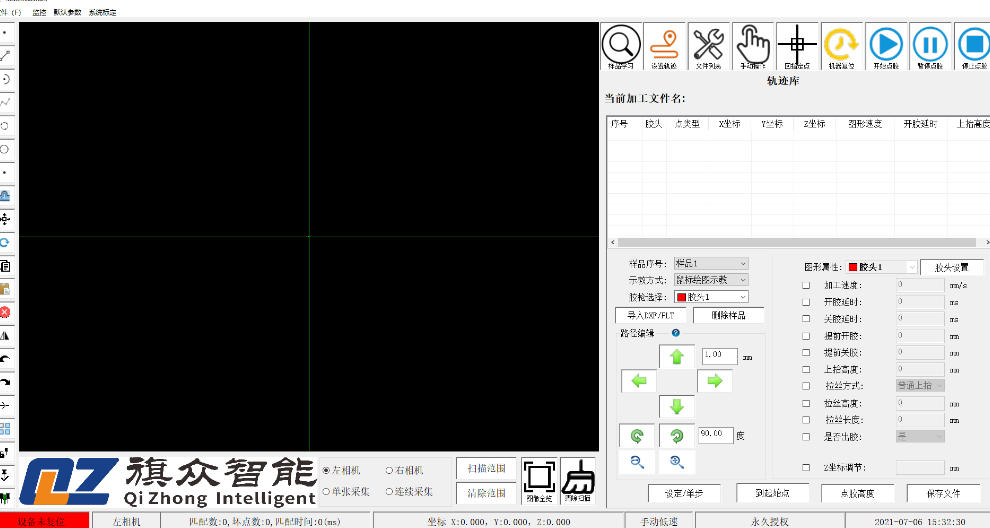
智能视觉点胶系统的工作流程以及应用范围介绍:点胶机又称涂胶机、滴胶机、打胶机、灌胶机等,其作用是专门对流体进行控制。并将流体点滴、涂覆于产品表面或产品内部的自动化机器,可实现三维、四维路径点胶,准确定位,精细控胶,不拉丝,不漏胶,不滴胶。点胶机主要用于产品工艺中的胶水、油漆以及其他液体准确点、注、涂、点滴到每个产品准确位置,可以用来实现打点、画线、圆型或弧型。视觉技术引入到了点胶机的点胶位置测量过程当中,设计了利用机器视觉来替代人工输入对点胶位置进行测量的定位系统。视觉点胶系统具有效率高,精度准的特点,为企业节省了成本和时间,避免了繁琐复杂的人工劳动。 某些点胶系统配备了视觉检测系统,确保准确点胶。安徽工业点胶系统订制
点胶系统的耐用性和稳定性让其成为长期投资的选择。安徽工业点胶系统订制
影响全自动视觉定位点胶机点胶的工艺有哪些因素呢?1、点胶的时间,时间越长其出胶量就会越大,相反就会越小。对于没有定量要求的,胶点直径大小为产品直径的一半,就可保证充足的胶水来粘接组件同时避免胶水浪费。2、胶水粘度,粘度越高,其流动性就会越差,点胶机所需调节压力就会越大。3、如果胶水气泡比较多,需对胶水进行抽真空处理,然后再用点胶机点,以保证点胶产品的质量。4、要严格按照胶水厂家给出的温度曲线,对点胶后的产品进行固化。 安徽工业点胶系统订制
上一篇: 流水线点胶软件软件
下一篇: 江苏高精度点胶系统有哪些