哪里有焊接法兰电话
位焊(1)定位焊焊接必须由持相应资格证书的焊工进行施焊。(2)定位焊焊缝附近的母材表面和两侧应均匀、光洁,且应无毛刺、裂纹、氧化皮、锈蚀、油脂、水等杂质。(3)定位焊焊缝厚度不应小于3mm,且不超过设计焊缝高度的2/3,长度不应小于40mm,其间距宜为200~300mm。定位焊焊缝一般不少于3点,且应均匀分布。3.4.2焊接环境(1)气保焊时风速≤2m/s。(2)空气相对湿度≤80%。(3)焊件表面需保持干燥。(4)焊接环境比较好处于常温状态,≥0℃。3.4.3预热和道间温度控制(1)预热温度和道间温度应根据钢材的化学成分、接头的拘束状态、热输入大小、熔敷金属氢含量水平及所采用的焊接方法等综合因素确定或进行焊接试验。(2)焊接过程中比较低道间温度≥预热温度,比较高道间温度≤230℃。66. 焊接法兰的连接需要进行焊接工艺的人员保证。哪里有焊接法兰电话
焊接法兰是一种常见的连接管道和设备的方法,它具有以下几种不同的类型: 1. 对焊法兰:对焊法兰是顶配常见的焊接法兰类型之一。它具有长颈和焊接端口,可以与管道焊接连接。对焊法兰的优点是焊接接头强度高,适用于高压和高温环境。 2. 盲板法兰:盲板法兰是一种没有孔的法兰,用于封堵管道或设备的端口。它通常用于管道系统的终点或需要封堵的位置。盲板法兰可以通过焊接或螺栓连接到管道或设备上。 3. 滑动法兰:滑动法兰是一种具有平坦焊接面的法兰,它可以滑入管道或设备的端口中。滑动法兰通常与焊颈法兰一起使用,通过焊接连接到管道上。它适用于低压和低温环境。 4. 螺纹法兰:螺纹法兰具有内螺纹的法兰连接端口,可以与外螺纹的管道或设备连接。螺纹法兰通常用于低压和小口径的管道系统。 5. 锻造法兰:锻造法兰是通过锻造工艺制造的法兰,具有难度和耐腐蚀性能。锻造法兰适用于高压和高温环境,常用于石油、化工和电力等行业。 总之,不同类型的焊接法兰适用于不同的管道和设备连接需求,根据具体的工作环境和要求选择合适的焊接法兰可以确保连接的安全和可靠性。哪里有焊接法兰批发商40. 焊接法兰可以提高管道系统的运行稳定性。

特高压高颈对焊法兰与钢管的环向焊接方法前期主要有2种,即:手工气保焊和全自动摆动气保焊。基于以上2种焊接方式后,个别特高压钢管塔生产厂家针对该焊接工艺特点、生产流程、构件形状等要素,自行研制了内外埋弧焊环焊专机来实现高颈对焊法兰与钢管的环向焊接,该工艺是采用埋弧焊对工件进行双面熔透焊接,并在焊接过程中无需进行清根处理,在保证焊接质量的前提下比较大限度地提高了焊接效率。目前已能够实现顶小直径300mm左右的埋弧焊双面焊接。随着高颈对焊法兰的不断生产,焊接方法、焊接技术亦在不断地改进。根据实际工件的规格尺寸,可以合理地选择手工气保焊、全自动摇摆气保焊或埋弧焊等焊接方案。
焊接法兰是一种常用的连接管道的方法,它通过焊接将两个管道或管道与阀门、泵等设备连接在一起。焊接法兰通常由两个相同的法兰盘组成,每个法兰盘上都有一圈螺纹孔,用于固定法兰盘和管道。焊接法兰的主要特点如下: 1. 紧密连接:焊接法兰通过焊接将管道和设备连接在一起,具有很高的密封性,能够有效防止泄漏。 2. 强度高:焊接法兰的焊接接头经过专业焊接工艺处理,具有很高的强度和耐压能力,能够承受较大的压力和冲击力。 3. 适用范围广:焊接法兰适用于各种材质的管道,如碳钢、不锈钢、合金钢等,可以满足不同工况下的需求。 4. 安装方便:焊接法兰的安装相对简单,只需将法兰盘和管道焊接在一起即可,不需要额外的密封材料。 5. 经济实用:焊接法兰的制造成本相对较低,且使用寿命长,维护成本低,是一种经济实用的连接方式。 总之,焊接法兰是一种可靠、紧密、强度高的管道连接方式,普遍应用于石油、化工、电力、冶金等行业。58. 焊接法兰的连接需要进行焊接工艺的人员提升。

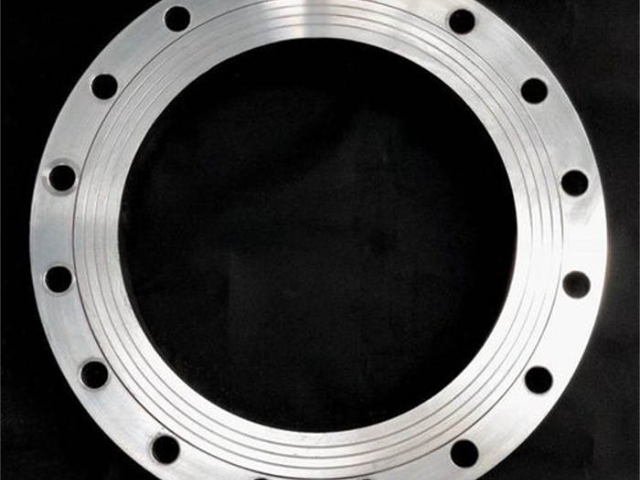
焊接法兰是一种常用的连接管道的方法,它通过将两个管道的末端进行焊接,形成一个坚固的连接。焊接法兰通常由两个部分组成,一个是焊接法兰本身,另一个是焊接法兰的垫片。 焊接法兰的本身通常由碳钢或不锈钢制成,具有较高的强度和耐腐蚀性。它的形状通常为圆形,中间有一个孔用于连接管道。焊接法兰的垫片通常由橡胶或金属制成,用于填充法兰之间的间隙,以确保连接的密封性。 焊接法兰的安装过程相对简单,首先将两个管道的末端进行切割和倒角,然后将焊接法兰放置在管道末端,使用焊接电弧将法兰与管道焊接在一起。焊接完成后,使用扳手将法兰螺栓拧紧,以确保连接的牢固性。 焊接法兰具有许多优点,例如连接牢固,耐高温和耐压能力强,适用于各种工业领域。然而,它也有一些缺点,例如安装和维修相对复杂,需要专业的焊接技术和设备。 总之,焊接法兰是一种常用的管道连接方法,它通过焊接管道末端形成一个坚固的连接,具有较高的强度和耐腐蚀性,适用于各种工业领域。24. 焊接法兰的连接需要进行焊接工艺的效率提升。哪里有焊接法兰电话
35. 焊接法兰可以实现管道系统的智能维护。哪里有焊接法兰电话
装平焊法兰时,管端应插入法兰2/3。由于平焊法兰在受机械应力和热应力后,在断裂时是整个连接突然断裂,因此平焊法兰在有条件的情况下,应采取内外两侧的加强焊接法。焊接后,应将熔渣消除干净,内孔应光滑,法兰面应无飞溅物。在生产容器设备时,不锈钢法兰和筒体焊接时法兰颈部会出现了裂纹,并不是在焊缝地方,是怎么回事?为什么会出现这样的情况?首先,我们先分析下会出现热裂纹的原因。热裂纹是在焊缝冷却过程中,在高温阶段产生的裂纹,主要发生在焊缝金属内,少量在近缝区。可以分为结晶(凝固)裂纹、液化裂纹和多边化裂纹。结晶裂纹是最常见的一种,主要出现在含杂质元素较多的碳钢的焊缝中(S、P、Si和C)、单相奥氏体不锈钢、铝及其合金等焊接结构中。主要影响因素是焊接拉应力、低熔点共晶(焊缝金属的化学成分)、焊接接头过热(工艺)的程度。哪里有焊接法兰电话
上一篇: 常用焊接法兰标志
下一篇: 江西沟槽管件推荐货源