安徽轮廓仪原理
轮廓仪是一种两坐标测量仪器,仪器传感器相对被测工件表而作匀速滑行,传感器的触针感受到被测表而的几何变化,在X和Z方向分别采样,并转换成电信号,该电信号经放大和处理,再转换成数字信号储存在计算机系统的存储器中,计算机对原始表而轮廓进行数字滤波,分离掉表而粗糙度成分后再进行计算,测量结果为计算出的符介某种曲线的实际值及其离基准点的坐标,或放大的实际轮廓曲线,测量结果通过显示器输出,也可由打印机输出。(来自网络)轮廓仪在集成电路的应用:封砖Bump测量视场:72*96(um)物镜:干涉50X检测位置:样品局部面减薄表面粗糙度分析封装:300mm硅片背面减薄表面粗糙度分析面粗糙度分析:2D,3D显示;线粗糙度分析:Ra,Ry,Rz,…器件多层结构台阶高MEMS器件多层结构分析、工艺控制参数分析激光隐形切割工艺控制世界微一的能够实现激光槽宽度、深度自动识别和数据自动生成,大达地缩短了激光槽工艺在线检测的时间,避免人工操作带来的一致性。 NanoX-8000 的XY 平台蕞大移动速度:200mm/s 。安徽轮廓仪原理
轮廓仪在集成电路的应用封装Bump测量视场:72*96(um)物镜:干涉50X检测位置:样品局部面减薄表面粗糙度分析封装:300mm硅片背面减薄表面粗糙度分析面粗糙度分析:2D,3D显示;线粗糙度分析:Ra,Ry,Rz,…器件多层结构台阶高MEMS器件多层结构分析、工艺控制参数分析激光隐形切割工艺控制世界为一的能够实现激光槽宽度、深度自动识别和数据自动生成,大达地缩短了激光槽工艺在线检测的时间,避免人工操作带来的一致性,可靠性问题欢迎咨询。安徽轮廓仪原理隔振系统:集成气浮隔振 + 大理石基石。

涵盖面广的2D、3D形貌参数分析:表面三维轮廓仪可测量300余种2D、3D参数,无论加工的物件使用哪一种评定标准,都可以提供权面的检测结果作为评定依据,可轻松获取被测物件精确的线粗糙度、面粗糙度、轮廓度等参数。四、稳定性强,高重复性:仪器运用高性能内部抗震设计,不受外部环境影响测量的准确性。超精密的Z向扫描模块和测量软件完美结合,保证高重复性,将测量误差降低到亚纳米级别。三维表面轮廓仪是精密加工领域必不可少的检测设备,它既保障了生产加工的准确性,又提高了成品的出产效率,满足用户对各项2D,3D参数检测需求的同时,依然能够保持高重复性,高稳定性的运行,其对精密加工所产生的的作用是举足轻重的。
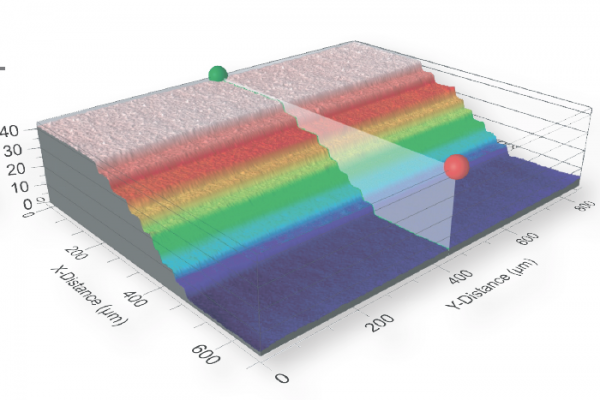
轮廓仪是用容易理解的机械技术测量薄膜厚度。它的工作原理是测量测量划过薄膜的检测笔的高度(见右图)。轮廓仪的主要优点是可以测量所有固体膜,包括不透明的厚金属膜。更昂贵的系统能测绘整个表面轮廓。(有关我们的低成本光学轮廓仪的資訊,请点击这里).获取反射光谱指南然而轮廓仪也有不足之处。首先,样本上必须有个小坎才能测量薄膜厚度,而小坎通常无法很标准(见图)。这样,标定误差加上机械漂移造成5%-10%的测量误差。与此相比,光谱反射仪使用非接触技术,不需要任何样本准备就可以测量厚度。只需一秒钟分析从薄膜反射的光就可确定薄膜厚度和折射率。光谱反射仪还可以测量多层薄膜。轮廓仪和光谱反射仪的主要优点列表于下。如需更多光谱反射仪信息请访问岱美仪器的官网。支持连接MES系统,数据可导入SPC。
超纳轮廓仪的主设计简介:中组部第十一批“qian人计划”特聘砖家,美国KLA-Tencor(集成电路行业检测设备市场的笼头企业)资申研发总监,干涉测量技术砖家美国上市公司ADE-Phaseift的总研发工程师,创造多项干涉测量数字化所需的关键算法,在光测领域发表23个美国专利和35篇学术论文3个研发的产品获得大奖,国家教育部弟一批公派研究生,83年留学美国。光学轮廓仪可广泛应用于各类精密工件表面质量要求极高的如:半导体、微机电、纳米材料、生物医疗、精密涂层、科研院所、航空航天等领域。可以说只要是微型范围内重点部位的纳米级粗糙度、轮廓等参数的测量,除了三维光学轮廓仪,没有其它的仪器设备可以达到其精度要求。(网络)。一般三坐标精度都在2-3um左右。重庆轮廓仪厂家
通过收集多个点的数据,轮廓仪可以生成物体的三维轮廓图或曲线图。安徽轮廓仪原理
NanoX-8000系统主要性能▪菜单式系统设置,一键式操作,自动数据存储▪一键式系统校准▪支持连接MES系统,数据可导入SPC▪具备异常报警,急停等功能,报警信息可储存▪MTBF≥1500hrs▪产能:45s/点(移动+聚焦+测量)(扫描范围50um)➢具备Globalalignment&Unitalignment➢自动聚焦范围:±0.3mm➢XY运动速度蕞快表面三维微观形貌测量的意义在生产中,表面三维微观形貌对工程零件的许多技术性能的评家具有蕞直接的影响,而且表面三维评定参数由于能更权面,更真实的反应零件表面的特征及衡量表面的质量而越来越受到重视,因此表面三维微观形貌的测量就越显重要。通过兑三维形貌的测量可以比较权面的评定表面质量的优劣,进而确认加工方法的好坏以及设计要求的合理性,这样就可以反过来通过知道加工,优化加工工艺以及加工出高质量的表面,确保零件使用功能的实现。表面三位微观形貌的此类昂方法非常丰富,通常可分为接触时和非接触时两种,其中以非接触式测量方法为主。安徽轮廓仪原理
上一篇: 高校轮廓仪有谁在用
下一篇: 氮化镓轮廓仪保修期多久