昆明轻型输送机价格
带式输送机输送带跑偏是什么情况呢?应该怎样去解决这个问题呢?可能在使用过带式输送机的客户里面能有三成客户是遇到过这个问题的,当然这是一个比较常见的问题了,主要原因则是因为未及时更换或者是操作不当造成的。,大倾角波状挡边带式输送机主要由波状挡边输送带、驱动装置、传动滚筒、改向滚筒、压带轮(辊)、托辊、防偏辊、清扫装置、拉紧装置、各种机架、导料槽、卸料溜槽、电气及安全保护装置等部件组成。大倾角皮带机产品的应用范围:(1)、大倾角带式输送机为一般用途的散状物料连续输送设备,但采用的是具有波状挡边和横隔板的输送带。因此,特别适用于大倾角及垂直90°输送。(2)、该机可用于煤碳、化工、冶金、电力、轻工、粮食、港口等行业,在工作环境温度为-15℃~+40℃的范围内输送堆积比重为。(3)、对于输送有特殊要求的物料,如:高温、具有酸、碱、油类物质或有机溶剂等成份的物料,需采用特殊的输送带。(4)、输送倾角为0°~90°范围内,**大垂直输送物料粒度为400mm。大倾角带式输送机产品主要特点:(1)、可大倾角输送散状物料,能大量节省设备占地面积,彻底解决普通、花纹带式输送机所不能达到的输送角度。。中输输送机重信誉、守合同,严把产品质量关,热诚欢迎广大用户前来咨询考察,洽谈业务!昆明轻型输送机价格
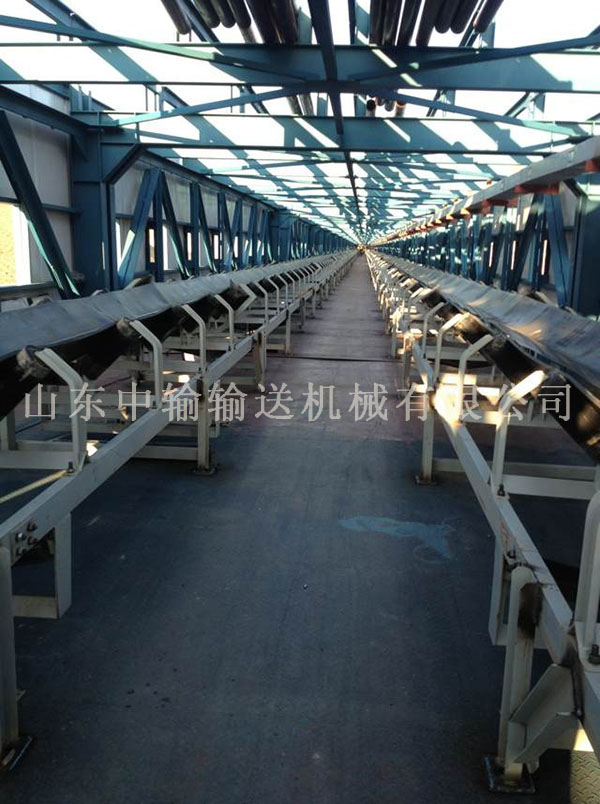
输送机
皮带输送机的标准为保证输送带始终在托辊和滚筒的中心线上运行,安装托辊、机架和滚筒时,必须满足下列要求: 1.挂设输送带 挂设输送带时,先将输送带带条铺在空载段的托辊上,围抱驱动滚筒之后,再敷在重载段的托辊上。挂设带条可使用0.5—1.5t的手摇绞车。 在拉紧带条进行连接时,应将拉紧装置的滚筒移到极限位置,对小车及螺旋式拉紧装置要向传动装置方向拉移;而垂直式捡紧装置要使滚筒移到上方。在拉紧输送带以前,应安装好减速器和电动机,倾斜式输送机要装好制动装置。 皮带输送机安装后,需要进行空转试机。 2.支承结构架必须呈直线,而且保持横向水平。 为此,在驱动滚筒及托辊架安装以后,应该对皮带输送机的中心线和水平作找正。然后将机架固定在基础或楼板上。 皮带输送机固定以后,可装设给料和卸料装置。 3.全部托辊必须排成行、互相平行,并保持横向水平。全部的滚筒排成行,互相平行。荣成带式输送机中输输送机通过专业的知识和可靠技术为客户提供服务。
很多人可能会把输送机和输送带混在一起,其实并不是这样子的,输送带只是输送机上的一个易耗品,接下来中输的小编就来给大家简单的介绍一下输送机中皮带的接头方式,希望以下的内容能对大家有所帮助。 接头方法有很多种一般主要是有钢扣连接法、热熔法、冷粘法这三种方法。 一、钢扣连接法:在进行钢扣连接时,输送带的强度会睡着接头强度的降低诶降低,因此,对于钢扣联接只适用于较短带式输送机或者输送机不方便拆卸的场合,其钢扣是可以按照输送带的厚度来进行选择的。 二、热熔法:我们可以将输送带的两端分层打齿,然后在将两头拼接在一块,用热风枪来做简单的固定,然后我们可以将拼接好的输送带放在热熔设备上进行加热加压,当温度在140摄氏度左右时,应该缓慢的进行升温,并且要保持加热平板各点的温度在均匀,保温的时间要从140摄氏度开始算起,当布层可以达到保温的时间后,可以停止加热可以让他自然冷却带产文,然后我们取下输送带之后,就可以正常使用了。
造成恶性循环。在潮湿天气和海港作业中,发生这种故障的概率较大。故胶带的清扫器要保证正常工作。托辊安装角度不够准确引起皮带的跑偏。如果承载皮带机中心线与托辊安装位置的误差较大,皮带在运行中会受到侧向力,引起皮带在承载段向一侧跑偏。如果是改向滚筒、托辊组安装位置不正,那么,无论是回程段还是承载段,越往前跑偏越轻,并且会逐步回到机架中心线。但是,如果是驱动滚筒倾斜,引起的跑偏现象将会越来越严重。皮带质量不合格引起的皮带跑偏。皮带芯密度不均匀,沿带宽方向受力不均,在张力作用下,皮带运行中的伸长量不一致,造成皮带跑偏。如果皮带密度不均是由于生产设备的系统故障所导致,带有一定规律性,则跑偏的方向也会呈现一定规律性。皮带机张紧装置安装和调试误差引起的皮带跑偏。由于安装调试过程中操作人员技术不熟练、责任心不强、验收不严格等原因,导致皮带张紧装置工作不正常,皮带两侧张紧程度不同、受力不均引起皮带跑偏。长期使用导致老化变形而引起皮带跑偏。皮带在使用一个周期以后,会发生松弛现象,由此造成皮带内应力分布不均,从而加大皮带跑偏机会。机架倾斜引起的皮带跑偏。如果机架中心线歪斜和机架左右两边水平倾斜。中输输送机拥有先进的产品生产中输输送机,雄厚的技术力量。

如果只是轻微的跑偏,可以收紧紧边的轴承座。但这种方法只能调整较小的偏移量,对于大的偏移量,可以采用将机尾滚筒加装在活动小车上(见下图),通过调整小车来纠偏;b、由于输送带本身弯曲不直或接头不正等原因使输送带受力不均,造成跑偏,应将输送带切正,重新胶合或打钉扣;c、托辊组轴线同输送带中心线不垂直,造成输送带跑后不跑前现象,即输送带向后跑偏(与输送带的运行方向相反),调整方法为向哪边偏移,就将哪边的托辊向输送带前进的方向偏斜2°~4°(见下图),一般情况下要调整几个托辊才可以纠偏。托辊与输送带之间产生的磨损维护措施a、首先确保整个输送机在一个中心线上;其次是两侧倾斜托辊与中间水平托辊具有相同的倾斜角度,所有中间托辊在同一水平面上,使所有托辊与输送带有良好的接触,保证各个托辊受力均匀;b、尽量少使用调心托辊;c、加强托辊日常维护保养工作,对于破损的托辊要及时更换。输送带磨损是比较常见的故障之一,但如果不加重视往往会引起更为严重的,因此采取相应的措施以降低输送带的磨损,延长使用寿命,对带式输送机的正常运行和降低维护费用有着很实际的意义。中输输送机有着质量的服务质量和极高的信用等级。昆明轻型输送机价格
选择中输输送机,就是选择质量、真诚和未来。昆明轻型输送机价格
造成皮带跑偏的根本原因是胶带所受的外力在皮带宽度方向上的合力不为零,或垂直于皮带宽度方向上的拉应力不均匀,从而导致托辊或滚筒等对皮带的反力产生一个向一侧的分力,在此分力的作用下引起皮带向一侧偏移。常见的跑偏现象如下。皮带跑偏的原因分析机头、机尾、中间架的中心不在一条直线上造成的皮带跑偏。这种情况通常是由于安装造成的。由于这三者的中心不在一条直线上,使得皮带纵向中心线与滚筒轴线不垂直,从而造成皮带机在运行中跑偏。滚筒的安装位置不正造成皮带在滚筒处的跑偏。一条带式输送机有多个滚筒,所有滚筒的安装位置必须保证垂直于胶带的中心线且与水平面平行,如果滚筒的安装水平不够,滚筒轴向窜动,或滚筒的一端在前一端在后,使得滚筒的安装位置和胶带的纵向中心线不垂直,或滚筒轴线与水平面不平行,则皮带所受的外力在皮带宽度方向上的合力不为零,皮带会向合力所指方向跑偏。输送带接头不正,造成输送带中部跑偏。常用的皮带接头有机械接头和硫化接头两种形式。不论哪种方式,都要求接头处平整,如果接头不正,将使皮带两侧的拉力不一致,从而在运行中跑偏。胶带接头不正所造成的跑偏是胶带接头运转到哪里,哪里就发生跑偏。昆明轻型输送机价格
山东中输输送机械有限公司拥有很好的服务与产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是全网商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!
上一篇: 栖霞电力输送机生产商
下一篇: 栖霞输送带滚筒型号