国内不锈钢法兰
那么如何解决不锈钢法兰加工的问题呢?1、选择落料,完成后,进入下道工序,不锈钢不同的工件根据加工的要求进入相应的工序;2、折弯时要首先要根据图纸上的尺寸,不锈304无缝钢管料厚度确定折弯时用的设备和刀槽,避免产品与设备相碰撞引起变形是上模选用的关键(在同一个产品中,可能会用到不同型号的上模),下模的选用根据板材的厚度来确定。3、为了焊接牢固,在要焊接的工件上打凸点,可以使凸点在通电焊接前与平板均匀接触,以保证各点加热的一致,同时也可以确定焊接位置,需要进行焊接,要调好预压时间,保压时间,维持时间,休止时间,保证工件可以点焊牢固。上海斌秋为客户提供优良的产品和服务。国内不锈钢法兰

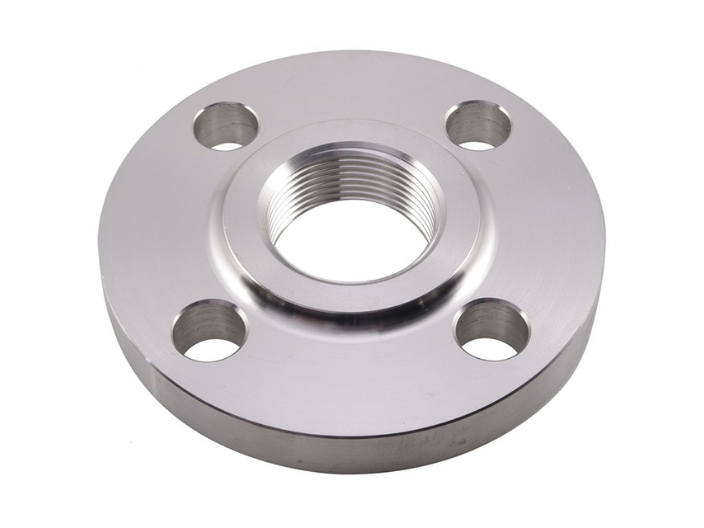
④整体不锈钢法兰:常常是将法兰与设备、管子、阀门等做成一体,这种型式在设备和阀门上常用.⑤平焊钢不锈钢法兰:适用于公称压力不超过2.5Mpa的碳素钢管道连接.平焊法兰的密封面可以制成光滑式,凹凸式和榫槽式三种.光滑式平焊法兰的应用量比较大,多用于介质条件比较缓和的情况下,如低压非净化压缩空气、低压循环水,它的优点是价格比较便宜.另外,不锈钢法兰安装过程必须专业,通常是先接头定位,安装密封环,密封套内部与套节锥孔中。安装卡套,在卡套内部与套节锥面接触部位涂润滑脂便于安装。安装螺栓及球面螺母,需要在球面和螺纹上涂润滑脂以便安装等,在安装完成后两接头的端面与密封环的筋应紧密接触不能有间隙。宿州不锈钢法兰定制价格采购不锈钢法兰请咨询上海斌秋高压管件制造有限公司。
带颈对焊法兰,也被称为WN法兰,是一种将管道与设备或管道与管道之间进行连接的管件。其结构特点是带有一个锥颈,与管道或设备采用对接焊的方式进行连接。带颈对焊法兰的优点在于其连接可靠、密封性好、承受压力大,并且由于其锥颈结构,可以方便地调整管道与设备之间的对中。带颈对焊法兰的材质可以根据不同的使用场合进行选择,如不锈钢、合金钢等。其密封面形式主要有突面、凹面、凸面等,可根据需要进行选择。在安装和使用带颈对焊法兰时,需要遵循相应的规范和标准,如正确选择密封垫、合理控制焊接质量等,以确保法兰连接的安全可靠。此外,带颈对焊法兰还有一些变种,如带颈平焊法兰、带颈承插焊法兰等,其结构特点和使用场合略有不同。在选择和使用带颈对焊法兰时,需要根据具体的工程要求、介质性质、压力等级和温度等因素进行综合考虑,以确保其安全可靠的运行。总之,带颈对焊法兰是一种重要的管道连接部件,其锥颈结构和对接焊连接方式使其具有连接可靠、密封性好、承受压力大等优点,广泛应用于石油、化工、天然气、电力等行业中。在选择和使用带颈对焊法兰时,需要根据具体的工程要求进行合理的选择和设计,以确保管道系统的安全稳定运行。
不锈钢法兰不易产生侵蚀的原因不锈钢法兰所用的材料不锈钢具有良好的耐侵蚀性,它能使结构部件长久地保持工程设计的完整性。所以不锈钢是建筑用金属材料中强度比较高的材料之一。很多建筑用部件制作材料都采用不锈钢。含铬不锈钢法兰除具有良好的耐侵蚀性外还集机械强度和高延伸性于一身,易于部件的加工制造,可以满足建筑师和结构设计职员的需要。作为应用广范的不锈钢制品,它也拥有很多的种类和规格,并按照厚度和承受压力的不同划分为不同的标准。不锈钢钢法兰按照连接种类可分为螺纹法兰,板式焊接法兰,承插焊接法兰,法兰盖,高颈法兰,平焊环法兰,旋转法兰,锚固法兰等等种类。不锈钢法兰连接使用方便,效果好,并能能够承受较大的流体压力,是输送流体必不可少的一个部分。它能够承受较大的压力和温度,具有较好的耐腐蚀性能,能够在恶劣的工作环境下长期使用。

通常我们用的是不锈钢法兰,它是用普通车床加工生产出的法兰,会有一些正负误差。人们称为理论重量,国内目前一般用理论重量作为法兰标准。另外,还能用化工部的法兰标准,不锈钢法兰重量计算及其公式计算如下:1、一般的法兰重量计算:(外径*外径-内径*内径-螺栓孔径*螺栓孔径*螺栓孔数)*厚度*0.623*0.0001=不锈钢法兰理论重量。上海斌秋高压管件制造有限公司专业生产不锈钢法兰、不锈钢管件、不锈钢精铸管件、碳钢对焊管件、锻制管件等森正管件不锈钢法兰采用优良材料制造,确保 的稳定性和可靠性。上海新标不锈钢法兰
作为一家社会责任感强的企业,森正管件致力于环保和可持续发展。国内不锈钢法兰
304不锈钢法兰是管道中起连接作用的重要部分,种类多,标准繁杂。由于其主要起连接作用,因此,304不锈钢法兰的主要特性就是连接方式及密封形式,主导影响参数是管道压力。304不锈钢法兰在连接管道应该注意些什么呢?1、为防止由于法兰盖加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。2、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低a氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。3、不锈钢法兰管件焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。4、铬不锈钢法兰管件焊后硬化性美标法兰较大,容易产生裂纹。若采用同类型的铬不锈钢焊条(G202、G207)焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用不锈钢法兰管件焊条(A107、A207)。国内不锈钢法兰