淮北法兰定做
对焊法兰对接焊缝应进行焊后热处理,对焊法兰应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面形成环的柱面。不得采用钢板直接机加工成带颈对焊法兰;圆环的对接焊缝应进行焊后热处理,并作99%射线或超声波探伤,且射线探伤符合JB4730的II级要求,超声波探伤符合JB4730的I级要求。对焊法兰圆环的对接焊缝应进行焊后热处理。能绕与其配合的管子作360度旋转的可调对焊法兰,它是由短管和法兰组成,首先将短管与法兰配合(短管的外圆与法兰内孔配合),然后短管的A处坡口与相同规格的管件组对焊接。上海斌秋供应不锈钢法兰精选原材料,严格把控质量。淮北法兰定做

对焊法兰在使用和生产中具有不同的生产标准,按照相应的标准生产和使用,能够保证异型不锈钢法兰在实际中的使用价值和作用;对焊法兰作为密封和紧固连接件,在航天航空及石油、化工等领域的大型容器中有着普遍的应用。平焊法兰是指焊接处在于水平位置或倾斜角度不大的焊缝,焊条位于工件之上,焊工俯视工件所进行的焊接工艺。这种焊接位置属于焊接全位置中,容易焊的一个位置。平焊法兰不光节省了空间、减轻了重量,更重要的是确保接头部位不会发生泄漏,具有良好的密封性能。平焊法兰的密封原理:螺栓的两个密封面相互挤压法兰垫片并形成密封,但这同时也导致密封的破坏。为了保持密封,就得维持巨大的螺栓作用力,为此,螺栓就要做得更大。而更大的螺栓就要匹配更大的螺母,这就意味着需要直径更大的螺栓为上紧螺母创造条件。廊坊对开式法兰上海斌秋法兰厂家-厂家直销-售后无忧。
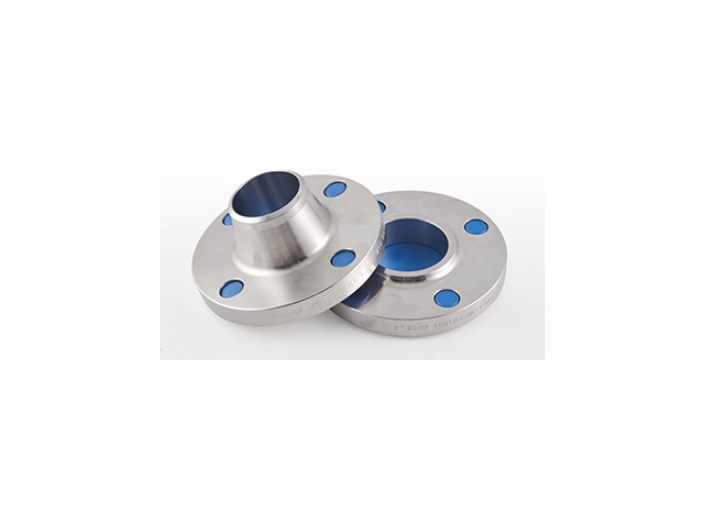
平焊法兰、对焊法兰和带颈法兰区别:材质不同。带颈平焊法兰的材料是由具有所需厚度的普通钢板加工而成的,而带颈的对接焊法兰的材料主要是由锻钢加工而成。公称压力不同。带颈平焊法兰的公称压力为0.6-4.0MPa,带颈的对焊法兰的公称压力为1--25MPa,带颈平焊法兰的额定压力较低。连接方法不同。带颈平焊法兰与带颈对焊法兰的较大区别在于管材与法兰的连接方式不同。带颈平焊法兰通常是管道和法兰。角连接。带颈对接焊接法兰是法兰和管道之间的对接接头。
对焊法兰圆环的对接焊缝应进行焊后热处理。能绕与其配合的管子作360度旋转的可调对焊法兰,它是由短管和法兰组成,首先将短管与法兰配合(短管的外圆与法兰内孔配合),然后短管的A处坡口与相同规格的管件组对焊接,当短管与其相同规格的管件组对焊接完成后由于短管与法兰是间隙配合所以法兰可绕短管作360度转动,以达到法兰与其他法兰容易对接的目的。对焊法兰应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面形成环的柱面。不得采用钢板直接机加工成带颈对焊法兰,圆环的对接焊缝应进行焊后热处理,并作99%射线或超声波探伤,且射线探伤符合JB4730的II级要求,超声波探伤符合JB4730的I级要求。上海斌秋不锈钢法兰常备现货。

对焊法兰一般比铸造法兰含碳低不易生锈,对焊法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰。自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。对焊法兰应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面形成环的柱面。不得采用钢板直接机加工成带颈对焊法兰;圆环的对接焊缝应进行焊后热处理,并作99%射线或超声波探伤,且射线探伤符合JB4730的II级要求,超声波探伤符合JB4730的I级要求。上海斌秋可按需定制不锈钢法兰。淮北国标法兰
法兰批发商,认准上海斌秋厂家。淮北法兰定做
平焊法兰一般简称为平板,称搭焊法兰。平焊法兰与管道的连接是先将管子插入法兰内孔至适当位置,再搭焊。平焊法兰适用于压力等级比较低,压力波动、振动和震荡均不严重的管道系统中。平焊法兰的制作工艺具体介绍如下:平焊法兰的制作工艺。生产工艺分为纯料锻造、毛料锻造(次之)适用于平焊及对焊法兰,钢板适用于平焊法兰,还有离心铸造及浇铸法兰。平焊法兰的制作工艺,主要是上面介绍的,平焊法兰优点在平焊法兰焊接装配时较易对中,还有就是价格便宜,并且得到普遍的应用。淮北法兰定做
上海斌秋高压管件制造有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在上海市等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身不努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同上海斌秋供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
上一篇: 廊坊不锈钢法兰批发
下一篇: 304不锈钢法兰询价