宿迁非标刀具定制
随着工业科技的发展,非标刀具的使用范围不断地扩大,非标刀具在使用时,刀具无需调整,操作简单,加工安全;可实现粗钻,扩和孔加工一体。非标刀具的装夹部分有带孔和带柄两类。很多带柄的非标刀具的柄部用低合金钢制成,而工作部分则用高速钢把两部分对焊而成。在非标刀具加工设计中需注意以下几个问题。1、进行过热处理,强度和硬度较高,一般的刀具材料无法进行切削加工,或者粘刀的厉害,这是,就需对刀具的材料提出特殊要求。一般的解决方法是选用***的刀具材料,如含钴的高速刚刀具拥有较高的硬度以切削调质过的工件材料,用质量的硬质合金材料刀具可以加工高硬质的材料,甚至可以以铣代磨。2、非标刀具的材料是比较脆的,尤其是硬质合金这种材料,这就使得加工中一旦遇到震动较大或加工扭矩较大时,刀具就会发生折断,这在使用常规刀具的加工中,往往不会造成很大的损害,因为刀具断了可以更换。3、刀具的几何形状较为复杂,在热处理时,刀具容易发生弯曲、变形,或者是局部的应力集中,这就应该在设计时就注意避免容易发生应力集中的部位,对直径变化较大的部位,加上斜角过渡或台阶设计等。非标刀具是指根据特定工件或加工需求定制的刀具,其规格、形状、尺寸等不同于标准刀具。宿迁非标刀具定制

非标刀具的注意事项有一下几种:1、进行过热处理,强度和硬度较高,一般的刀具材料无法进行切削加工,或者粘刀的厉害,这是,就需对刀具的材料提出特殊要求。一般的解决方法是选用***的刀具材料,如含钴的高速刚刀具拥有较高的硬度以切削调质过的工件材料,用质量的硬质合金材料刀具可以加工高硬质的材料,甚至可以以铣代磨。2、非标刀具的材料是比较脆的,尤其是硬质合金这种材料,这就使得加工中一旦遇到震动较大或加工扭矩较大时,刀具就会发生折断,这在使用常规刀具的加工中,往往不会造成很大的损害,因为刀具断了可以更换。3、刀具的几何形状较为复杂,在热处理时,刀具容易发生弯曲、变形,或者是局部的应力集中,这就应该在设计时就注意避免容易发生应力集中的部位,对直径变化较大的部位,加上斜角过渡或台阶设计等。4、如果是表面粗糙度问题,可以通过对刃部的几何角度的改变来实现,如加大前、后角的度数会明显改善工件表面粗糙度。但如果使用方的机床刚性不够的话,可能刃口倒钝反而能提高表面粗糙度,这方面的东西非常复杂,需对加工现场分析后才能得出结论。5、非标刀具尺寸相差不能太大,一般不要超过2mm,因为尺寸相差太大的话,会引起刀具的槽形发生变化。重庆非标铣削刀具非标刀具汽车零部件非标刀具制动主缸PCD钻锪刀。

非标刀具的种类很多,在生活中的运用***。下面小编带您了解一下非标刀具的四大种类。1.整体硬质合金类:非标钻头、非标铰刀、非标铣刀、非标成型刀、非标台阶钻、非标阶梯铰刀。2.非标刀片类:非标PCD刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标CBN刀片、非标铣刀片。3.焊接类:钻头、铰刀、成型刀、螺纹刀具等。4.舍弃式刀杆刀盘:非标倒角钻、非标台阶钻、非标成型刀、非标镗刀、非标铣刀盘、非标铣刀杆等等。以上是非标刀具的介绍,希望对您有所帮助。
刀具规格常见的错误是所选的车刀规格太小,铣刀规格太规格的车刀刚性更佳;而大规格的铣刀不仅价格更高,且空切时间更长。总体而言,大规格的刀具价格高于小规格刀具。选择可换刀片式还是重新修磨式刀具遵循的原则很简单:尽量避免修磨刀具。除了少数钻头和端面铣刀外,条件允许下,尽量选择可换刀片式或可换刀头式刀具。这会为你节省劳动力开支,同时获得稳定的加工效果。上海每卓实业有限公司从事刀具销售,技术服务管理已经近多年 ,有着非常丰富的经验,目前有专业的团队、专业的技术、专业的售后服务,深受往来客户的好评,是一家集设计、开发、销售一体的企业。非标刀具在切削过程中会由于各种因素而磨损,缩短使用寿命。
热装刀柄是运用金属材料热胀冷缩的原理,用热感应设备(热装机,热缩机)使刀柄的夹持部分在短时间内加热,刀柄内径随之扩张,此时把刀具装入刀柄内,刀柄冷却收缩时,即可赋予刀具夹持面均匀的压力,然后发生很高的径向夹紧力,将东西牢牢夹持住。拆开刀具进程,与装夹刀具基本共同,先运用热装机将装夹刀具的刀柄加热,刀柄内径扩张,取出刀具。热装刀柄特点:归纳精度高,4倍径处跳动≤0.003mm。动平衡好,低风阻,习惯高速回转。结构紧凑,整体刚性高,合适深腔加工。夹头和刀具之间没有其他前言,抗污能力强。热装刀柄可解决高速精加工中极为重要的平衡、振摆精度及夹紧强度等问题。非标台阶钻,一个或者几个台阶一次性完成钻头,扩宽,倒角等。重庆非标铣削刀具非标刀具
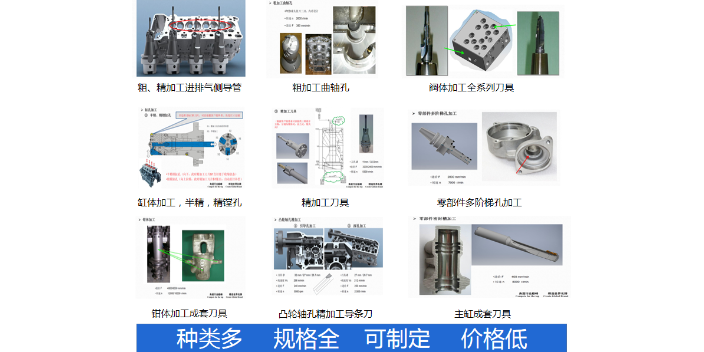
汽车零部件非标刀具发动机缸盖气门座铰刀。宿迁非标刀具定制
液压刀柄是一种使用很***的刀柄此种刀柄的夹持方式有别于传统刀柄体系,拧紧只需用一个加压螺栓,当螺栓拧紧时便会推动活塞的密封块在刀柄内产生一个液压油压力,该压力均匀地从圆周方向传递给钢制膨胀套,胀大壁再将刀具夹紧。选用这一刀具夹紧体系,可使体系径向跳动过失精度和重复定位精度控制在3μm以下。由于刀柄内存在有高压油液压力,当刀具被夹紧时,内藏的油腔结构及高压油的存在**地增加了断构阻尼,可有用避免刀具和机床主轴的振荡。实践使用表明,运用这种夹紧体系不只可以前进加工精度和质量,而且还能使刀具在切削加工中的运用寿命得到成倍前进。此外,这类刀柄不但具有免保护功能和抗污才干,而且易于运用和安全地夹紧刀具。由于,在紧固刀具时,夹紧压力可以将刀柄上的任何油或杂质导引到胀大套筒中(加工)的小沟槽中,这样就可以整理装夹用表面区域,并让其坚持单调,消除打滑现象,保证主轴的扭矩可以很好地传递给刀具。宿迁非标刀具定制
上一篇: 安徽非标铣刀盘非标刀具
下一篇: 南京风电齿轮可转位齿轮铣刀齿轮刀具厂家