博山雕铣机机械加工中心
一种简单而有效的保养方法:在模具业余时间对模具肉进行清洗和抛光,电箱开启后温度升至500度。温度上升到500度以停止温度上升,温度下降到约350度。将肉从空气中取出并冷却,这不仅节省了成本,而且便于生产维护,该方法可以随时进行,该设备操作方便,模具寿命可提高40%。注塑模具的维护保养应在生产过程中做好,并进行正常检查。在此之前,我们必须了解模具的特点和模具的重要性,通过对员工和管理者的培训和教育相结合,每个人都能理解这一事实,并使之成为一种习惯。注塑模具时了解时间的重要性:因此,必须合理安排注塑、保压、冷却时间,以提高注塑产品的质量和生产率。冷却时间是指从塑料熔体填充注射模腔到零件可以从开放式模具中取出的时间段。取出零件的时间标准可以打开。零件通常是完全固化的,具有一定的强度和刚度。当零件从打开的模具中弹出时,不会发生变形和开裂。结果表明,即使采用相同的材料进行注射成型,材料的冷却时间也随壁厚、熔体温度、模具释放温度和注塑模具温度的变化而变化。因此,很难对冷却时间进行100%的准确计算,只能在适当的假设条件下才能进行计算。英智模具为企业打造高水准、高质量的产品。博山雕铣机机械加工中心

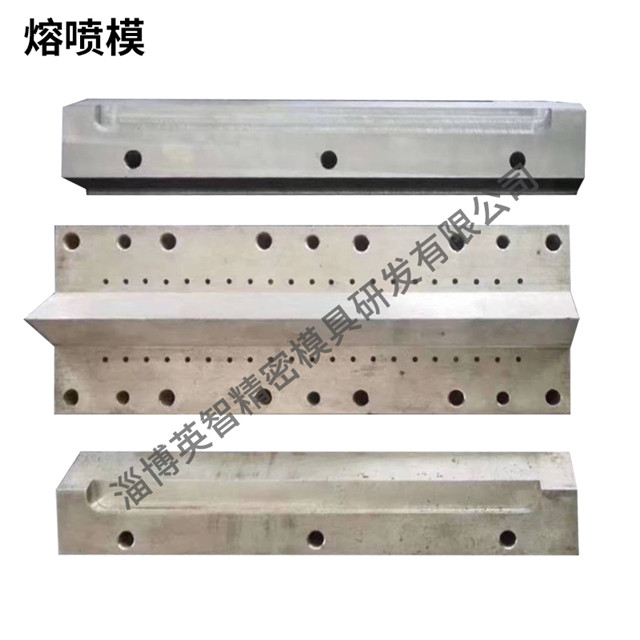
型腔的工艺路线可以设置为粗糙、半精加工车或铣削、热处理、精细磨削、电气或表面处理、抛光等。注射成型收缩率注射成型中认为的重要因素,影响注射成型收缩率的因素主要是:可塑性零件性质成型时,熔胶和母模仁外形会在接触外层时立即冷却,形成低密度的实体薄壳。慢慢冷却塑料零件的内层,从而减少高密度实体层。因此,壁厚、冷却速度和高密度层的厚度会缩短。大理插入和插入计划会直接影响数量,例如材料流向、密度分布和阻力减少,因此塑料零件的特性减少了细微,方向性影响更大。进料口方法、规模以及这些因素的分布直接影响流动方向、密度分布、压缩收缩和成型时间。直接进料端口、大进料端口(尤其是厚截面)很小,但减少了定向大的注射加工,进料端口宽度和长度短的方向很小。如果接近进给端口或与流动方向平行,则会缩短。成型条件由于模具温度高、熔体冷却速度、密度、大幅度降低,尤其是结晶质量高、大幅度变化而缩短。模具温度分散与塑料零件的冷却和密度均匀性相关,直接影响每个部分的减少量和方向。另一方面。压力和瞬间对缩短影响很大,压力大,时间小,但方向性影响很大。模具加工(MoldMaking)是指成型和制坯工具的加工。青岛穿孔机机械加工厂英智模具讲诚信,重信誉,多面整合市场推广。
注塑模具制造商应为每个子模具提供一张信息卡,详细记录其使用、保养和损坏情况,包括清洗、润滑和防锈等方面,使工作人员能够迅速了解哪些部件或部件已经损坏,该方法具有无磨损和磨损的优点,可以为以后发现和解决问题提供信息基础,还可以记录下模具的使用材料、工艺参数等,从而缩短试验运行时间,提高工作效率。其次,在注塑成型机的情况下和模具正常操作中,注塑模具制造商测试模具,终模制塑料部件的测量尺寸的各种性质,这样就可以确定模具的当前状态,以找到的冷却系统,点的损伤型材等原因,来确定模具的损害和修复措施的必要性的程度。然后,要注意模具的表面维护。其表面质量直接影响到产品的表面质量,关键是要做好各种防锈工作,要选用质量、合适、专业的防锈油。如发现因注塑腐蚀而产生的锈斑,应先用砂轮机打磨,然后涂防锈油。在维护注塑模具时,可以参考上述,但不要使用钢条或钢丝等硬件来清理剩余的注塑成型,使其表面容易刮伤。同时,注塑模具制造商要对几个重要部件进行后续检查,如果发现问题,应及时处理。很多人都知道注塑模具这项工作,并且对于模具来说,这个步骤很是重要,并且模具质量的不同,也会导致成品质量的不同。
在急冷之前对冲压模零件进行低温回火(稳定),某些形状更复杂、精度更高的模具在粗加工和精度之前减少淬火变形,比较大限度地避免裂纹倾向。并为 终热处理准备。第二,优化调质工艺。1、急冷部件保护。调质是影响冲压模具零件热处理变形或裂纹的重要部分,对于冲压成型、凹模等重要模具零件的变形或容易出现裂纹的零件,采取有效的保护措施,镜像零件的形状和截面,以及保持内部应力平衡的常用保护方法如下:①捆绑方法,②充填方法,③堵塞方法。2、线切割前淬火。对于某些线切割模具零件,必须在线切割之前使用等级调质(或高温回火)热处理工艺,通过注射成型提高零件的淬火性,在内部应力分布均匀且内部应力较小的情况下,内部应力越小,线切割后的变形和裂纹倾向就越小。3、加热方法改进。对于小型冲压成型或小型冲孔等细长的圆柱形零件,预先预热到520-580℃然后从中温盐浴炉加热到急冷温度,直接使用电炉或反射炉,与急冷零件的变形相比,变形明显减少,并且可以控制裂纹趋势。尤其是对于高合金钢模具零件,从预热(530-560℃到急冷温度,为了减少急冷变形和防止产生小裂纹,必须在加热过程中比较大限度地缩短高温期。在注射成型加工过程中。英智模具我们将用稳定的质量,合理的价格,良好的信誉。
使熔化的材料更容易在母模仁中流动,从而获得更大的零件重量和更好的表面品质。与此同时,提高模具温度可使零件张力强度、许多模具。尤其是工程用热塑性塑料树脂在相对较高的温度下工作,使模具不断热,空气和注塑机丢失的热量与注射缸一样容易丢失,从而使模具和机械板保温,并在可能的情况下保温模具的表面。考虑到热流道模具,可以减少热流道部分和冷却的注射成型部分之间的热交换,从而减少能量损失和预热时间。温度控制在成型的目的和用途、成型品的形状、材料的物理特性、成型周期等、温度影响下是明显的,对于一般成型,保持温度较低会使注射次数更理想,对于注射成型,与成型形状(结构)和成品材料类型相关的成型周期也取决于填充的温度需要提高这是一个成型产品材料问题,只需要冷却速度,输入时间必须短,即使某些硬化的一部分尚未平滑,也可以避免由于收缩不均匀而产生的应力。也就是说,通过适当的温度控制,可以提高冷却应力特性。在注射成型过程中,塑料是从粒子到熔化状态再到注射成型的复杂过程,在此过程中会发生复杂的物理和化学变化,并且注射成型过程是更加复杂的阶段。1:注射成型原料必须处于注射成型机桶中粘度比较低的熔体状态。英智模具运用高科技,不断创新为企业经营发展的宗旨。博山雕铣机机械加工中心
以客户至上为理念,为客户提供咨询服务。博山雕铣机机械加工中心
改善切削加工速度:在工件进行切削加工时,如果切削速度较高,可以使切削过程中工件表面的塑性变形 降低。切削的速度越高塑性变形的程度就越小,能有效的降低工件表面的粗糙度,如果切削速度不够,工件在切削过程中会产生积屑瘤,影响工件表面质量。改善精密机械加工设备的精度:工件的精密机械加工主要是通过机床来完成的,机床自身存在的误差将直接影响工件的精度,这就需要保证机床自身的精度高,才能有效的减少加工过程中产生的误差。刀具与夹具的误差也会影响加工工件的精度,可以采取相应的措施减少刀具的磨损。这样可以改善加工工件的精度,提高加工工件的质量。博山雕铣机机械加工中心
上一篇: 高青大型机械加工哪家好
下一篇: 临沂模具型腔加工