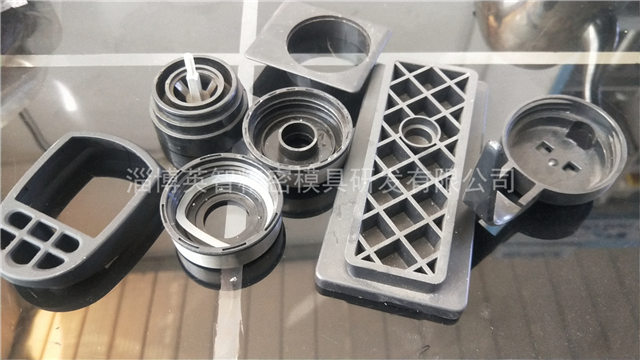
精密机械定制加工
汽车模具主要的组成部分就是覆盖件模具。这类模具主要是冷冲模。广义上的“汽车模具”是制造汽车上所有零件的模具总称。例如,冲压模具、注塑模具、锻造模具、铸造蜡模、玻璃模具等。汽车车身上的的冲压件大体上分为覆盖件、梁架件和一般冲压件。汽车模具能够明显表示汽车形象特征的冲压件是汽车覆盖件。因此,更加特指的汽车模具可以说成是“汽车覆盖件冲压模具”。简称汽车覆盖件冲模。例如,前车门外板修边模、前车门内板冲孔模等。当然汽车上的不只车身上有冲压件。汽车模具汽车上所有冲压件的模具都称为“汽车冲压模具”。归纳起来就是:1.汽车模具是制造汽车上所有零件的模具总称。2.汽车冲压模具是冲制汽车上所有冲压件的模具。3.汽车车身冲压模具是冲制汽车车身上所有冲压件的模具。4.汽车覆盖件冲压模具是冲制汽车车身上所有覆盖件的模具。淄博英智精密模具研发有限公司,大家的选择。精密机械定制加工

型腔的工艺路线可以设置为粗糙、半精加工车或铣削、热处理、精细磨削、电气或表面处理、抛光等。注射成型收缩率注射成型中认为的重要因素,影响注射成型收缩率的因素主要是:可塑性零件性质成型时,熔胶和母模仁外形会在接触外层时立即冷却,形成低密度的实体薄壳。慢慢冷却塑料零件的内层,从而减少高密度实体层。因此,壁厚、冷却速度和高密度层的厚度会缩短。大理插入和插入计划会直接影响数量,例如材料流向、密度分布和阻力减少,因此塑料零件的特性减少了细微,方向性影响更大。进料口方法、规模以及这些因素的分布直接影响流动方向、密度分布、压缩收缩和成型时间。直接进料端口、大进料端口(尤其是厚截面)很小,但减少了定向大的注射加工,进料端口宽度和长度短的方向很小。如果接近进给端口或与流动方向平行,则会缩短。成型条件由于模具温度高、熔体冷却速度、密度、大幅度降低,尤其是结晶质量高、大幅度变化而缩短。模具温度分散与塑料零件的冷却和密度均匀性相关,直接影响每个部分的减少量和方向。另一方面。压力和瞬间对缩短影响很大,压力大,时间小,但方向性影响很大。模具加工(MoldMaking)是指成型和制坯工具的加工。小型设备零件加工定做淄博英智精密模具研发有限公司,铸就辉煌。
精密机械零件加工的优点有很多,首先精密机械零件加工能有效提高劳动生产率,增加产量,有较高的经济效益。冲压:冲压采用预先制作好的模具用冲床进行冷冲加工。对于线切割加工而言,是在一整块坯料上切除或切下材料的一种加工。因此,原来的应力均衡在加工过程中有所破坏,引起拐角处应力集中,当内拐角处半径R<时,应建议设计部门改善模具结构。处理应力集中的方法,可运用矢量平移原理,精加工前先留余量。CNC精密零件加工时我们一般选用的材料都是比较容易切削的钢或者铜,易切削的钢材一般是硫含量或者是磷含量比较高的钢材,在钢材中硫和锰元素通常是以硫化锰的形式存在的。
使熔化的材料更容易在母模仁中流动,从而获得更大的零件重量和更好的表面品质。与此同时,提高模具温度可使零件张力强度、许多模具。尤其是工程用热塑性塑料树脂在相对较高的温度下工作,使模具不断热,空气和注塑机丢失的热量与注射缸一样容易丢失,从而使模具和机械板保温,并在可能的情况下保温模具的表面。考虑到热流道模具,可以减少热流道部分和冷却的注射成型部分之间的热交换,从而减少能量损失和预热时间。温度控制在成型的目的和用途、成型品的形状、材料的物理特性、成型周期等、温度影响下是明显的,对于一般成型,保持温度较低会使注射次数更理想,对于注射成型,与成型形状(结构)和成品材料类型相关的成型周期也取决于填充的温度需要提高这是一个成型产品材料问题,只需要冷却速度,输入时间必须短,即使某些硬化的一部分尚未平滑,也可以避免由于收缩不均匀而产生的应力。也就是说,通过适当的温度控制,可以提高冷却应力特性。在注射成型过程中,塑料是从粒子到熔化状态再到注射成型的复杂过程,在此过程中会发生复杂的物理和化学变化,并且注射成型过程是更加复杂的阶段。1:注射成型原料必须处于注射成型机桶中粘度比较低的熔体状态。英智模具企业价值观:以人为本,顾客满意,沟通合作,互惠互利。
父模具和子模具应注意以下事项:1、检查顶部模具前螺钉孔是否滑动,并确保顶部6组仔细固定。2、成为模块和下模式起重机时,到支架旁边为了防止戒指的环接触到地面,给地面擦伤,提起模具时,人不能站在模具下面,禁止行人穿过50厘米以上的距离。3、定期检查油管和水管以防老化。4、如果成型和底部模具连接到模具温度,则无法将模具连接到176C以上的胶管,因此使用高压油管来防止温度过高和热水溅到人身上。5、如果有连接到前后模具管件的模具和下模具,请在机械平衡柱底部强制移除导柱上的顶针,以避免管件损坏或机械或模具损坏。6、单个模具完成后,关闭加热管温度控制箱,关闭模具温度控制器电源阀,10分钟后(确保温度低于40度),移除油管和加热管以防止烧伤,提升模具时将模具悬挂在缓入模式下,以避免过度拧紧和拉动升降环。注射成型过程的监控直接影响产品质量的注射模具、注射成型缺点和异常现象集中反映了注射成型产品的质量,我们有常见的问题和解决方案,供大家参考,此处填充不足,熔化的塑料已经注入了共同腔,冷却硬化尚未填充的现象称为填充不足。机床的原因和对策:注射能力不足,机器能够检查注射能力,注射压力太低,无法增加压力。原料温度低。英智模具为客户服务,要做到更好。非标机械对外加工报价
英智模具运用高科技,不断创新为企业经营发展的宗旨。精密机械定制加工
在急冷之前对冲压模零件进行低温回火(稳定),某些形状更复杂、精度更高的模具在粗加工和精度之前减少淬火变形,比较大限度地避免裂纹倾向。并为 终热处理准备。第二,优化调质工艺。1、急冷部件保护。调质是影响冲压模具零件热处理变形或裂纹的重要部分,对于冲压成型、凹模等重要模具零件的变形或容易出现裂纹的零件,采取有效的保护措施,镜像零件的形状和截面,以及保持内部应力平衡的常用保护方法如下:①捆绑方法,②充填方法,③堵塞方法。2、线切割前淬火。对于某些线切割模具零件,必须在线切割之前使用等级调质(或高温回火)热处理工艺,通过注射成型提高零件的淬火性,在内部应力分布均匀且内部应力较小的情况下,内部应力越小,线切割后的变形和裂纹倾向就越小。3、加热方法改进。对于小型冲压成型或小型冲孔等细长的圆柱形零件,预先预热到520-580℃然后从中温盐浴炉加热到急冷温度,直接使用电炉或反射炉,与急冷零件的变形相比,变形明显减少,并且可以控制裂纹趋势。尤其是对于高合金钢模具零件,从预热(530-560℃到急冷温度,为了减少急冷变形和防止产生小裂纹,必须在加热过程中比较大限度地缩短高温期。在注射成型加工过程中。精密机械定制加工
淄博英智精密模具研发有限公司主营品牌有英智模具,发展规模团队不断壮大,该公司生产型的公司。公司致力于为客户提供安全、质量有保证的良好产品及服务,是一家有限责任公司企业。公司始终坚持客户需求优先的原则,致力于提供高质量的精密机械加工,模具机械加工,注塑模具加工,数控加工中心。淄博英智模具供应顺应时代发展和市场需求,通过**技术,力图保证高规格高质量的精密机械加工,模具机械加工,注塑模具加工,数控加工中心。
上一篇: 邹平外协机械加工订单
下一篇: 淄博线切割加工中心