广东不锈钢304电推剪弹簧研发
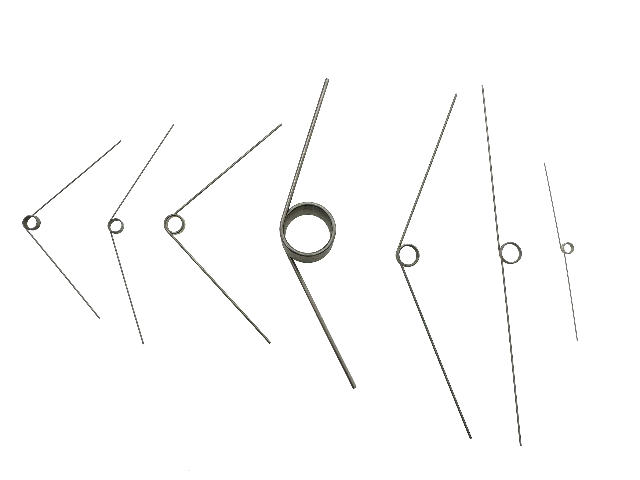
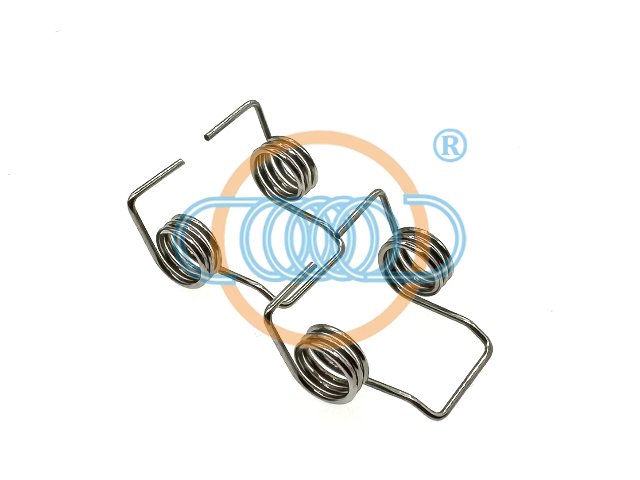
设计扭转弹簧时使其簧圈紧密接触,目的就是促进旋转并使其产生角度回弹力.礼毕结构有很多种选择,这样可以以多种不同的方式固定弹簧,对于扭转弹簧而言,需要考虑的力臂规格包括力臂角度,力臂长度和力臂收口类型.弹簧在同侧呈直线或平行时,力臂角度视为0度,角度沿着非旋转方向而增大,力臂收口类型包括直扭,直线偏移式,铰链式,短拉钩收口和拉钩收口.为满足应用要求,可以弯曲,扭曲扭转弹簧的收口,或者将其收口制成拉钩或拉环.双扭弹簧由一组右手旋转簧圈和一组左手旋转簧圈组成,这些簧圈通常以绕线之间的未密身的部分相连,并且这些簧圈平行旋转,需单独设计该部分,其扭矩总值为两端黄圈之和。玖胜专注耐疲劳弹簧多年,一站式贴心服务,如需弹簧,欢迎选购。广东不锈钢304电推剪弹簧研发
弹簧成形后,必须进行均匀热处理,即淬火、回火处理,淬火次数不得超过两次,回火次数不限。注:机车弹簧只能加热一次,即弹簧,淬火只能一次加热,不能二次加热。防止过度脱碳,影响疲劳寿命。淬火:淬火是将钢加热到临界温度AC3或AC1以上一定时间对马氏体组织进行热处理,使其奥氏体化和冷却速度快于冷却速率。回火:将淬火弹簧重新加热到低于AC1的选定温度一段时间,然后以适当的冷却速度冷却,称为回火。回火的目的是获得所需的机械性能,稳定弹簧的结构和尺寸,消除内应力。注:回火脆性高的钢,如硅明弹簧钢和明孟弹簧钢,回火后应立即在油水中冷却。弹簧淬火后应尽快回火,避免因内应力过大而产生裂纹。淬火与回火之间的时间间隔一般不超过2-4小时.淬火用冷却弹簧应在2小时内回火:淬火后的弹簧应在12小时内回火。东莞琴钢线电推剪弹簧报价扭转弹簧的防锈处理对于延长其使用寿命非常重要。
扭转弹簧的特点扭转弹簧是一种常见的机械元件,具有许多独特的特点。在工程和机械设计中,扭转弹簧被广泛应用于各种领域,包括汽车制造、航天航空、医疗器械等。了解扭转弹簧的特点对于正确使用和设计这种弹簧至关重要。1.扭转弹簧的承载能力:扭转弹簧能够承受和储存较大的扭矩。当扭转弹簧受到扭转力矩时,它会存储能量,并在力矩消失后释放出这些能量。这使得扭转弹簧成为一种理想的弹性元件,用于各种机械系统中。2.扭转弹簧的可调节性:通过改变扭转弹簧的材料、截面形状、螺距等参数,可以调节其弹性系数和刚度。这使得扭转弹簧可以适应不同的载荷条件和工作环境,满足设计要求。3.扭转弹簧的耐疲劳性:扭转弹簧在长期使用中具有较好的耐久性和抗疲劳性。由于扭转弹簧在工作时往复扭转,它能够承受很大的循环变形,并保持较长的使用寿命。4.扭转弹簧的自锁性:扭转弹簧在工作时具有良好的自锁性。当它被扭转时,弹簧线圈会相互接触并产生摩擦力,从而使弹簧保持在一定位置,防止滑动或松动。5.扭转弹簧的精细性:由于扭转弹簧的设计和制造精度较高,它能够提供较高的精度和准确性。这使得扭转弹簧非常适合于要求精确定位和动作的应用,例如钟表、计时器等。
扭转弹簧是一种利用弹性来工作的机械零件。一般用弹簧钢制成。用以控制机件的运动、缓和冲击或震动、贮蓄能量、测量力的大小等广泛应用于计算机,电子,家电,照相机,仪器,门,摩托车,收割机,汽车,等行业!(1)扭转弹簧的冷成形工艺冷成形工艺一次性自动化能力。冷成形机目前已发展到12爪。在(0.3~14)mm范围内的钢丝,基本上在8爪成形机能一次成形。目前成形工艺设备的发展方向:①提高成形速度,主要发展趋势是提高设备的成形速度,即生产效率;②通过提高设备零件的精密性和强化热处理效果来提高设备耐久性;③增加长度传感器和激光测距仪,给CNC成形机进行自动闭环控制制造过程。(2)扭转弹簧的热成形工艺热成形工艺速度能力。目前我国在(9~25)mm规格上的成形只有CNC2轴热卷簧机,速度每分钟17件。与发达国家相比之下差距较大。玖胜弹簧出提供弹簧生产外,提可提供各类车轴,轴套等车床件服务,为您的弹簧提供配套产品。

扭簧在使用中频繁断裂,可能是由以下因素导致:1.材料选择不当扭簧通常使用的材料是高碳钢丝,它具有优异的弹性和强度,但同时也比较容易出现断裂现象。如果选择不当的材料或使用次数过多,扭簧就容易断裂。2.设计不合理扭簧的设计需要根据使用环境和实际要求,选择合适的参数和制造工艺,以确保弹簧能够正常工作。如果设计不合理,会导致扭簧过度变形或过度受力,从而导致扭簧不堪重负而断裂。3.生产工艺不规范扭簧的制造需要严格的工艺要求,如拉丝、热处理、钩圈等环节。如果生产工艺不规范或存在质量问题,会影响扭簧的强度和韧性,从而导致扭簧在使用过程中频繁断裂。弹簧定制,东莞弹簧厂家,汽车弹簧定制厂家,医疗弹簧,拉伸弹簧定制。耐热型扭转弹簧厂商
我们知道您关心的是质量:20年专注耐疲劳弹簧的生产定制厂家,良品率在99.8%以上!广东不锈钢304电推剪弹簧研发
在实际工作中,我们常碰到弹簧用不了多久就没有力了,其实就是弹簧发生了塑性变形,也就是是弹簧的自由长度变短了。一般弹簧使用几次后,它的自由长度都会变短,只是变短的多少不同而已,其主要原因是没有作初压缩处理,就是把一根制造并回火好的弹簧,用力把它压缩到它的工作高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3~5次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生变形因此要求严格的弹簧,弹簧回火后的长度应等于弹簧的原始自由长度加初压缩量,然后进行“立定”处理后,弹簧的长度就是要求的长度了,这样可避免弹簧使用后变短失效的问题。注:重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。广东不锈钢304电推剪弹簧研发
上一篇: 东莞琴钢线线成型弹簧研发
下一篇: 东莞耐热型天线弹簧公司