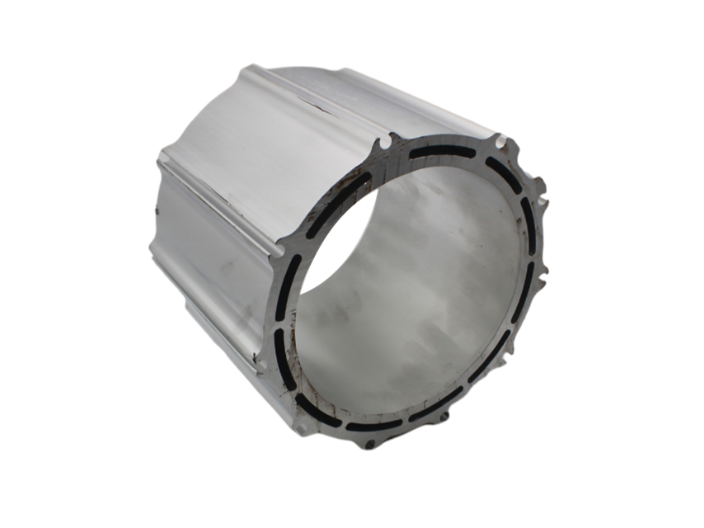
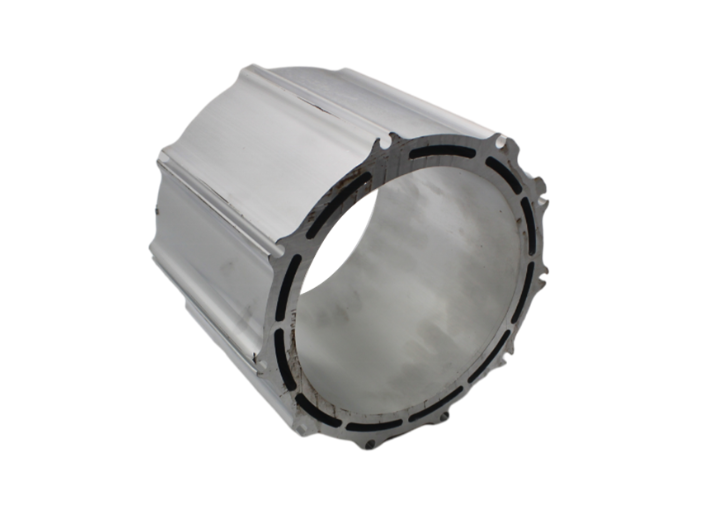
大功率低振动工业材铝电机壳直销
工业材铝电机壳外壳型材是一种空心挤压型材,外壳结构复杂,内腔大,壁厚相差悬殊等问题给模具设计和生产制造带来了很大的难度.本文简要介绍了工业材铝电机壳外壳型材制备和模具结构设计过程,采用旋转式节能熔炼炉设备,同水平热顶铸造半连续铸造法和均质工艺,优化6061-T6硬合金高硅均质铸锭在挤压过程慢速加压前行和在线淬火处理,再经过人工时效.在工业生产上,较终生产出满足用户要求的工业材铝电机壳外壳型材.结果显示,该产品的技术指标均已达到企业标准和国家标准要求。工业材铝电机壳是一种良性可循环的金属材料。大功率低振动工业材铝电机壳直销
工业材铝电机壳铸造模具,包括上模和下模,上模包括外模和内模;还包括用于对型腔进行冷却的冷却组件和用于向型腔内注入浇注液的浇道.本发明通过将外模及下模由金属材料制成,将内模由砂芯材料制成,由于砂芯具有保温作用,金属外模及下模具有传热快,冷却快的特点.当通过浇道向型腔中注入浇注液时,型腔中铸件底部低温,上部高温,形成由下而上的温度梯度.当充型完成后,在冷却组件的冷却配合下,首先对铸件底部进行凝固,随后实现对铸件上部的凝固,从而实现铸件由下而上的顺序定向凝固,浇注液不会出现孤立液相,铸件不会出现大量缩松,缩孔,泄漏等质量问题。低振动国产工业材铝电机壳报价工业材铝电机壳有很好的延展性能,可以与很多金属元素制作轻型合金,材质还不错。
工业材铝电机壳体成型加工装置及成型加工工艺,包括基座,固定单元和执行单元,所述基座上端沿其外缘周向均匀开设有圆形滑槽,固定单元滑动设置在圆形滑槽内,执行单元安装在基座上端中心处外壁上;本发明能够解决"一,目前的电机壳体成型加工装置大部分是对电机壳体进行逐一加工,且该装置工作时需要操作工人辅助完成生产,因此无法对多个电机壳体同步加工,且耗费人力,浪费生产成本;二,现有的电机壳体成型加工装置一般是先对电机壳体进行钻削定位孔之后,再对定位孔加工内螺纹,无法实现连续加工,因此增加工作量,影响加工效率"等问题。
铝合金工业材铝电机壳具有重量轻、强度高、散热性能好、表面美观大方、耐腐蚀、内膛免切削等优点。铝合金电机壳由于传统的铝合金电机壳加工过程中,机壳与端盖的同心度较差,造成铝合金机壳电机运行噪声较大。根据铝合金电机壳的加工方式,设计了一种铝合金电机壳的加工工装。铝合金电机壳采用该工装能够实现一次卡装后可同时进行铝合金电机壳两个端面止口的加工,铝合金电机壳内孔同心度达到≤0.02mm,提高生产效率一倍以上,解决了铝合金电机壳电机的噪声大的问题。工业材铝电机壳在购买时要如何选择?开展货品查验。
工业材铝电机壳电解去毛刺工艺的简单介绍:电解去毛刺是电解加工的一个分支领域,配置固定电极,使电解液边流动边通电,把工业材铝电机壳放在电解液中,机壳接阳极通直流电,机壳上的金属会被电解而逐渐减少。电解过程中,由于曲率半径小的位置点势高,所以,机壳上的微观凸起将被优先电解而消失。电解液有一定腐蚀性,零件毛刺的附近也受到电解作用,表面会失去原有光泽,甚至影响尺寸精度,电机外壳去毛刺后应经过清洗和防锈处理。电解去毛刺适用于去除零件中隐蔽部位交叉孔或形状复杂零件的毛刺,生产效率高,去毛刺时间一般只需几秒至几十秒。工业材铝电机壳短距离输电表现突出。工业材铝电机壳加工报价
工业材铝电机壳比较别的常用金属密度小,质量轻,密度只为2.70g/cm。大功率低振动工业材铝电机壳直销
工业材铝电机壳模具,左模具水平设置,左端设有左移动装置;左模具右端面设有左成型空腔,左支架空腔;左成型空腔为半圆柱状;前后两端用于成型三柱系列工业材铝电机壳安装架;左支架空腔设置在左成型空腔下端;右模具设置在左模具右端,右端面设有右移动装置;右模具左端面设有右成型空腔,右支架空腔;上模具设置上端,上端面装上升降装置;下端设有用于成型接线盒的线成型柱;左模具上端面,右模具上端面都设有方形凹槽,两个方形凹槽组成方形通孔;线成型柱下端面设有注液孔;打孔模具设置在左模具,右模具前端,前端固定在安装块上,后端面设有圆柱型的打孔柱.本实用新型一次即可铸造出电机壳,提高了工作效率。大功率低振动工业材铝电机壳直销
江苏苏铝新材料科技有限公司主要经营范围是冶金矿产,拥有一支专业技术团队和良好的市场口碑。苏铝致力于为客户提供良好的铝型材,电池托盘,铝边框,可定制铝加工件,一切以用户需求为中心,深受广大客户的欢迎。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造冶金矿产良好品牌。苏铝立足于全国市场,依托强大的研发实力,融合前沿的技术理念,及时响应客户的需求。
上一篇: 重庆开模新能源汽车电池托盘批发价
下一篇: 低振动防泄漏工业材铝电机壳定制