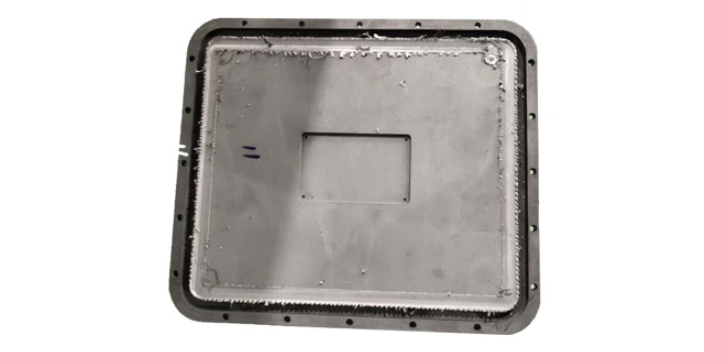
汕头水冷散热器搅拌摩擦焊技术
公司先后帮助国内外多家汽车制造企业建立汽车搅拌摩擦焊产品生产线,实现了汽车轮毂、新能源汽车铝电池托盘(电池下箱体)、水冷电控壳体、水冷电机壳体等产品的搅拌摩擦焊制造;并为宝马、奔驰、特斯拉、比亚迪、小鹏、雷诺、红旗、大众、蔚来、吉利等众多国内外汽车制造厂和配套供应商提供几百余台Z用搅拌摩擦焊设备,为全球汽车市场的发展做出贡献。 在新能源汽车领域,早在2011年,我司就为德国本特勒开发了一款铝电池托盘(雷诺汽车),并交付德国本特勒法国工厂2台FSW装备,可实现铝电池托盘的自动化焊接生产,是国际首例FSW铝合金电池托盘。近几年,我司为国内多个主机厂及其配套企业开发了近百余种铝电池托盘,为全国40多家铝电池托盘生产厂商提供了几百余台铝电池托盘FSW焊接装备。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。解决大厚度铝合金焊接难题的“钥匙”!汕头水冷散热器搅拌摩擦焊技术
搅拌摩擦焊
搅拌摩擦焊是节能、节材、环保及绿色焊接技术。 搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。 通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要殊的打磨和开坡口,除电能外,几乎没有其他消耗。 焊接过程工件不熔化,所以不会产生飞溅和烟尘,不需要吸尘装置,焊接环境良好; 没有弧光、紫外和高频辐射,操作者可直接目视观察焊接过程,没有电击危险,是一种名副其实的绿色焊接技术。 搅拌摩擦焊是固相焊接,接头性能优异。 焊接过程无气孔和凝固裂纹等缺陷产生,无合金元的烧损和偏析。 姜头组织致密,焊核区是致密精细的等轴晶组织结构,表现为各向同性。接头静态性能指标皆优于熔焊接头,搅拌摩擦焊接头性能数据离散性小,与熔焊接头相比,搅拌摩擦焊接头具有优异的抗疲劳性能。对于LF5、LF6 等铝合金材料,焊缝区的断裂韧性甚至超过母材。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。珠海电池托盘搅拌摩擦焊价格为铝合金的快速发展应用起到了重要的推动作用。
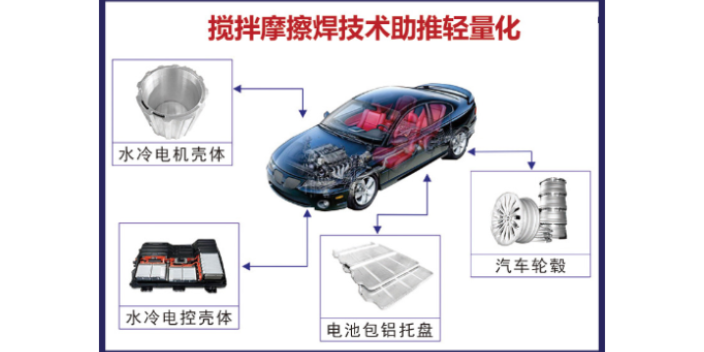
公司先后帮助国内外多家汽车制造企业建立汽车搅拌摩擦焊产品生产线,实现了汽车轮毂、新能源汽车铝电池托盘(电池下箱体)、水冷电控壳体、水冷电机壳体等产品的搅拌摩擦焊制造;并为宝马、奔驰、特斯拉、比亚迪、小鹏、雷诺、红旗、大众、蔚来、吉利等众多国内外汽车制造厂和配套供应商提供几百余台Z用搅拌摩擦焊设备,为全球汽车市场的发展做出贡献。在新能源汽车领域,早在2011年,我司就为德国本特勒开发了一款铝电池托盘(雷诺汽车),并交付德国本特勒法国工厂2台FSW装备,可实现铝电池托盘的自动化焊接生产,是国际首例FSW铝合金电池托盘。近几年,我司为国内多个主机厂及其配套企业开发了近百余种铝电池托盘,为全国40多家铝电池托盘生产厂商提供了几百余台铝电池托盘FSW焊接装备。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。
泡沫铝材的FSW焊接 泡沫铝材是一种典型的功能与结构一体化材料,具有密度低(约为铝材的10%)、强度高、减震性能好以及耐高温等优点。因此、泡沫铝材被认为是一种大有前途的未来汽车与其它交通运输工具的良好材料,德国卡曼汽车公司采用三明治夹层结构泡沫铝材制造轻便轿车的顶板盖,其强度比原来的钢质构件提高1 倍左右,而重量却减轻了25%。 泡沫铝板采用熔化焊连接时容易发发泡剂烧失现象,以至于焊缝区不再具有泡沫板的性能。德国学者使用搅拌摩擦焊技术焊接2块尚未发泡的AeSi7前驱体板,焊后焊缝组织没有缺陷仍然是夹心结构,发泡结构明显(见图7)、说明采用搅拌摩擦焊技术焊接泡沫铝板,发泡剂没有烧损从而保持了泡沫铝板的功能。采用搅拌摩擦焊技术连接泡沫铝材零部件15,可以减轻整车重量、提高车体强度。所以,搅拌降擦焊技术为汽车工业新型轻质材料的推广提供了技术保证。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。为搅拌鑫擦焊技术在中国制造工业市场、新能源汽车的开发、推广和工业化应用开启了大门。
在欧洲,搅拌摩擦焊较早应用在船舶工业中,因为要制造铝合金船,需要解决铝合金壁板焊接难题,之前用熔焊焊接方式容易出现“瘦马现象”(船体结构在焊接过程中,会产生一定的变形,尤其是外板及上层建筑,焊接变形尤其突出,俗称“瘦马现象”),该现象不J造成船体表面美观度下降,而且其材料强度指标也达不到要求,而搅拌摩擦焊的应用恰好解决了这一难题。所以,在中国没有引进搅拌摩擦焊之前,一直不能制造铝船,直到公司在某型导弹快艇上S次规模化应用搅拌摩擦焊技术,才结束了中国不能制造铝船的说法。目前,搅拌摩擦焊技术已在海军舰船以及游艇上广F应用。可以说,由于有了搅拌摩擦焊技术,铝合金在在船舶领域上的应用才得以不断扩大。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。挤压型材焊接是搅拌摩擦焊接技术应用的重要方面。搅拌摩擦焊共享智造,去毛刺加工。深圳电控箱搅拌摩擦焊服务
未来轻量化是趋势搅拌摩擦焊解决轻合金焊接技术难题!汕头水冷散热器搅拌摩擦焊技术
搅拌摩擦焊接常见表面缺陷及对策 3.限制线精加工: 表面起皮或起丝呈皮状或丝状出现在焊缝的表面。该缺陷的产生是大量的金属摩擦产热,积累于焊缝的表层金属,使得表层的局部金属达到熔化状态,在焊接过程中逐渐冷却呈皮状或丝状分布于焊缝表面。 控制措施:优化焊接参数,降低转速,提高焊速。 4、表面鼓皮: 表面鼓皮通常在FSW焊后热处理之后出现,位于焊缝表面0.3mm以内的杂质鼓包。焊缝鼓包是由于焊缝表面氧化膜夹杂在热处理过程中由于温度的升高,杂质物分解膨胀造成。 控制措施:焊前将氧化膜或油污清理干净。 5、背部焊瘤: 背部焊瘤表现为焊缝背部的金属向外凸出。形成的原因是由于搅拌针顶部与焊缝底部的间隙过小,或产品装配时,焊缝底部存在较大间隙,导致焊接过程中,搅拌针的轴向挤压力挤压底部的金属向焊缝底部凸出,呈现焊瘤状。 控制措施:保证被焊材料与工装良好贴合,保证间隙尽量小,稍微减小搅拌针的长度。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。汕头水冷散热器搅拌摩擦焊技术
广东焊威新能源设备有限公司在搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接一直在同行业中处于较强地位,无论是产品还是服务,其高水平的能力始终贯穿于其中。公司位于广东省东莞市松山湖园区科技九路1号1栋1单元318室,成立于2022-09-01,迄今已经成长为机械及行业设备行业内同类型企业的佼佼者。公司主要提供发电机及发电机组制造;金属切割及焊接设备销售;金属切削加工服务;金属加工机械制造;金属切割及焊接设备制造;数控机床制造;汽车零部件及配件制造;电机及其控制系统研发;机械设备租赁;新兴能源技术研发;新材料技术研发;技术服务、技术开发、技术咨询、技术交流、技术转让、技术推广。 (除依法须经批准的项目外,凭营业执照依法自主开展经营活动)等领域内的业务,产品满意,服务可高,能够满足多方位人群或公司的需要。产品已销往多个国家和地区,被国内外众多企业和客户所认可。
上一篇: 新会区电池托盘搅拌摩擦焊服务
下一篇: 开平铝合金搅拌摩擦焊公司