广州搅拌摩擦焊电池托盘工艺方案
波音公司对多种搅拌摩擦焊接头进行了研究。薄板对接接头是航空领域使用Z普遍的一种连接方式. 这种搅拌摩擦焊接头容易制造,其实用性已经被证明。但是搭接接头的搅拌摩擦焊由于中间横向界面的存在,相对比较困难,材料的清洗,接头的外形以及上层零件的厚度减少等都需要研究。由于搅拌头肩台的存在,飞机肋条需要变为T形以承受焊接压力,焊后由于T形接头焊核两边存在缺口,由此引起的应力集中会减少接头的寿命。 T形接头的两侧存在缺口(图4°)的原因是T形搭接无法实现搅拌头和底部支撑材料的等宽度焊接. 底部材料必须作为搅拌塑化材料的容器实现焊接。缺口的存在通常会引起严重应力集中,从而减少结构件的疲劳寿命;但对T形接头以及扩展蒙皮的“蝴蝶”高周试验却很有趣,通过试验观察,疲劳失效很少发生在缺口的尾段,相反却多发生在悬臂筋条末端的未焊接蒙皮上。波音公司目前致力于搅拌摩擦焊研究和应用,其中主要研究薄板对接接头、厚板对接接头、薄板T形接头在航宇工业中的应用。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。搅拌摩擦焊代替熔焊可实现铝合金结构件的制造和现场装配。广州搅拌摩擦焊电池托盘工艺方案
搅拌摩擦焊
焊接是轻合金材料的重要连接技术之一,具有减重、节材和提高生产效率的作用。新型的高Q铝合金、镁合金等材料采用传统的熔焊(TIC/MAC)方法存在系列问题,如熔焊过程中合金元素的烧损和力学性能降低、焊缝缺陷的产生和结构可靠性损伤、接头的残余应力和变形等。所以,一方面传统的熔焊方法在向高能量密度的等离子、电子束和激光等先进熔焊方法发展,另一方面,新型的固相(非熔化)焊接方法如搅拌摩擦焊在轻合金焊接方面得到了快速发展和应用。搅拌摩擦焊(FrictionStirWelding,FSW)是一种先进的固相焊接技术,是通过搅拌头高速旋转,摩擦产生热,非熔化状态,塑化,并被搅拌混合,实现冶金熔合。整个焊接过程绿色环保,不需要焊材,直接焊透,可达到母材85%的强度。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。揭阳铝型材搅拌摩擦焊多少钱挤压型材焊接是搅拌摩擦焊接技术应用的重要方面。搅拌摩擦焊共享智造,去毛刺加工。

搅拌摩擦焊接常见表面缺陷及对策 搅拌摩擦焊常见的FSW表面缺陷有表面沟槽、飞边、表面起皮、底部焊瘤等,本文为您详解各种表面缺陷的成因及控制措施。 1、表面沟槽 表面沟槽又称犁沟缺陷,它往往出现在焊缝的上表面,偏向于焊缝的前进边呈沟槽状。其原因是由于焊缝周围的热塑性金属流动不充分,焊缝的塑性金属无法充分填充搅拌针行进过程中留下的瞬时空腔,从而在焊缝靠近前进边的位置形成表面沟槽。 控制措施:增大轴肩直径,增大压力,降低焊接速度。 2、飞边毛刺 飞边毛刺出现在焊缝的外边缘,呈波浪形,返回边的飞边往往比前进边大。此种缺陷是由于旋转速度和焊接速度的匹配不当,在焊接过程中,下压量过大,会形成大量的飞边。 控制措施:优化焊接参数,减少下压量。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。
搅拌摩擦焊工具(简称搅拌头)是实现搅拌摩擦焊的关键和H心技术之一,被誉为搅拌摩擦焊的”心脏";作为国内较早专业提供搅拌头的生产企业,公司拥有一L的搅拌工具(搅拌头)设计团队、生产加工设备、热处理工艺和检测手段。针对不同材料、不同厚度焊接,公司已成功研制出多种规格、多种系列的搅拌头。 我们将以专业的态度、细致的服务、精良的工艺品质和迅捷的交货速度,提升搅拌工具(搅拌头)的附加值。 搅拌头产品规格 可实现焊缝及接头形式: 平板直缝、平面二维、筒体环缝、 纵缝、空间曲面焊接等;对接、 搭接、角接、T型接头、 不等厚焊接、双面焊接等 可实现焊接的材料: 铝合金:1XXX-7XXX等 镁合金:AZ31、AZ91 铜合金:紫铜、黄铜、铬锆铜等 钛合金:TC4等 铜:不锈钢、碳钢等搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。焊威共享智造突破配套关键工艺装备自主研制等瓶颈问题,实现自主研发与创新。
搅拌摩擦焊接常见表面缺陷及对策 3.限制线精加工: 表面起皮或起丝呈皮状或丝状出现在焊缝的表面。该缺陷的产生是大量的金属摩擦产热,积累于焊缝的表层金属,使得表层的局部金属达到熔化状态,在焊接过程中逐渐冷却呈皮状或丝状分布于焊缝表面。 控制措施:优化焊接参数,降低转速,提高焊速。 4、表面鼓皮: 表面鼓皮通常在FSW焊后热处理之后出现,位于焊缝表面0.3mm以内的杂质鼓包。焊缝鼓包是由于焊缝表面氧化膜夹杂在热处理过程中由于温度的升高,杂质物分解膨胀造成。 控制措施:焊前将氧化膜或油污清理干净。 5、背部焊瘤: 背部焊瘤表现为焊缝背部的金属向外凸出。形成的原因是由于搅拌针顶部与焊缝底部的间隙过小,或产品装配时,焊缝底部存在较大间隙,导致焊接过程中,搅拌针的轴向挤压力挤压底部的金属向焊缝底部凸出,呈现焊瘤状。 控制措施:保证被焊材料与工装良好贴合,保证间隙尽量小,稍微减小搅拌针的长度。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。传统焊接,人工成本高,技术工人不容易培养,弧光近距离容易对身体造成伤害;搅拌摩擦焊绿色环保无污染。广东搅拌摩擦焊装备批发价
焊威共享智造真诚期待与更多企业合作,携手创造辉煌,赢得未来!广州搅拌摩擦焊电池托盘工艺方案
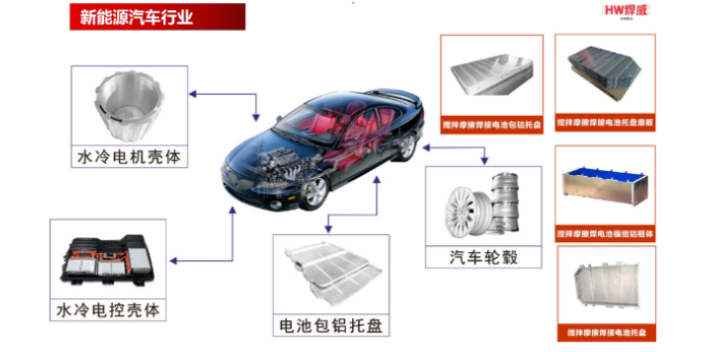
搅拌摩擦焊在汽车工业领域的应用 汽车行业迅猛发展,但能源问题日益紧迫,汽车带来的环境问题也备受关注。发展新能源汽车产业是缓解能源危机、降低温室气体排放、减少环境污染的有途径,目前,新能源汽车已成为汽车工业变革的重要方向。公司(中国搅拌摩擦焊中心)Yin领新能源汽车搅拌摩擦焊接轻量化制造,率先采用搅拌摩擦焊技术解决了电动汽车托盘减重及铝合金型材高质量连接问题。 汽车工业现在铝电池壳体焊接、电控、电机壳都在使用搅拌摩擦焊技术焊接。特斯拉、小鹏汽车、比亚迪等新能源汽车厂家已在大批量在试用我司设备和技术。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。广州搅拌摩擦焊电池托盘工艺方案
广东焊威新能源设备有限公司总部位于广东省东莞市松山湖园区科技九路1号1栋1单元318室,是一家发电机及发电机组制造;金属切割及焊接设备销售;金属切削加工服务;金属加工机械制造;金属切割及焊接设备制造;数控机床制造;汽车零部件及配件制造;电机及其控制系统研发;机械设备租赁;新兴能源技术研发;新材料技术研发;技术服务、技术开发、技术咨询、技术交流、技术转让、技术推广。 (除依法须经批准的项目外,凭营业执照依法自主开展经营活动)的公司。焊威新能源拥有一支经验丰富、技术创新的专业研发团队,以高度的专注和执着为客户提供搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接。焊威新能源致力于把技术上的创新展现成对用户产品上的贴心,为用户带来良好体验。焊威新能源始终关注自身,在风云变化的时代,对自身的建设毫不懈怠,高度的专注与执着使焊威新能源在行业的从容而自信。
上一篇: 深圳好的搅拌摩擦焊价钱
下一篇: 揭阳铝合金搅拌摩擦焊多少钱