东莞好的搅拌摩擦焊价钱
对于散热器这样大而复杂的铝部件,焊接成为加工制造中Z难的一道工序。由于加工间隙等多方面影响,其钎焊焊缝的一致性很难保证、由于焊后变形等因素,还需留有一定的加工余量。对于密封性能要求较高的液冷散热结构件,要同时做到加工后密封性好且具备定的耐压强度,使用传统的熔焊或是钎焊都比较困难,生产中其废品率一直保持在较高的水平。 新近发明并成功在全世界范围迅速普及的搅拌摩擦焊接(FSW)技术,属于固态焊接技术、具有优异的接头强度,对传统焊接方法难焊和不能焊接的铝、铜、镁等有色合金有很好的适应性;同时、搅拌摩擦焊方法自动化程度很高,焊缝一致性、密封性能优异,因此搅拌摩擦焊技术非常适用于铝或铜质散热器的焊接。解决了散热器行业的焊接难题。现在已经逐渐被越来越多的散热器厂家采用。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。焊威共享智造将搅拌摩擦焊的航天应用技术与民用市场进一步融合,推进制造业企业智能化发展。东莞好的搅拌摩擦焊价钱
搅拌摩擦焊
汽车等制造业,轻量化是一种趋势,铝、镍、锌等轻合金已经在逐步取代钢铁成为汽车、轨道交通等行业的主要材质。而以黑色金属为主的传统焊接技术升级为以轻合金和有色金属为主的焊接技术也成为一种趋势。 搅拌摩擦焊(FSW)作为一种快速发展的新型固相焊接方法,正在成为世界范围内的热点焊接方法。该方法自发明以来就受到制造工业关注,现正在逐渐成为轻合金金属的主导焊接方法, 现代交通运输工具的高速、节能、轻量化是当今技术发展的大趋势,轻质陆路和海洋交通运输工具,如铝合金高速列车、全铝合金汽车、铝合金高速舰船等产品逐渐受到市场欢迎;搅拌摩擦焊接技术助推轻量化的快速发展。同时,镁合金和钛合金等轻合金材料在飞机、导弹及运载火箭等空间运输工具领域也得到了广F的应用和深入发展。中国搅拌摩擦焊中心经过十多年的研究与实践,为汽车电池托盘、汽车轮毂等国际国内企业成功实现轻量化需求。以及在航空航天、轨道交通的轻量化过程做出了Zhuo越贡献。助推现代交通运输工具的轻量化发展。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。深圳代加工搅拌摩擦焊市场报价搅拌摩擦焊作为一种新型的轻合金连接方法,无需焊料绿色环保无烟尘,已经对现代制造工业领域产生影响。
搅拌摩擦焊设备优势: 可实现铝、镁、铅、铜、钢、钛、金属基复合材料、异种金属等材料的高效焊接。 可实现自动化,设备能耗低,功效高,对作业环境要求低。 无需添加焊丝,不需要保护气体,成本低。 无污染、无烟尘、无辐射,安全绿色。 接头残余应力低,焊接变形小。 搅拌摩擦焊设备特点: 非熔化,固相焊接; 绿色环保,健康安全; 无需焊料,节约成本; 冶金融合,焊接强度高; 可实现自动化机械焊接; 搅拌摩擦焊设备应用领域; 航空、航天、船舶、轨道交通; 新能源电池托盘、汽车轮毂、汽车电控、汽车水冷壳体; 电子电力(散热器、热沉器、水冷板……); 5G基站配件、建筑铝模板、铝合金家具等; 铝铸件、水冷板、电子器件等。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。
搅拌摩擦焊接机在使用过程中需要注意哪些事项 一:在高模制精密零件,在主轴指示器工具的应用被检测到,使得3米内的静抖动控制,或更换需要重新工具架夹持系统,如果有必要的话; 二:搅拌摩擦焊加工无论是S次通过加工的零件,还是一个周期性重复生产加工的零件,加工前都必须严格按照设计图样工艺、程序和刀具结构调整卡,进行逐把刀、逐段程序的检查人员核对。 三;单段试验时,快速开关必须置于低档; 四:每个工具第1次使用时,必须进行验证是否匹配到补偿值的实际长度; 五:在程序进行运行中,要重点研究观察数控技术系统上的几种显示; 六:寄存器和缓冲寄存器显示,内容块可以看出,正在执行中的指令的下一个块中的每个状态。 七:主程序和子程序显示,可了解正在执行工作程序段的具体研究内容。 八:对话显示画面,能了解机床电流主轴转速,电流切削进给速度,主轴每次旋转切削进给量,主轴电流切削载荷和每次行程载荷主轴每次旋转切削进给量计算相应刀具每次切边量; 九:当进料切口再次,在30~50毫米运行在工件表面上的工具,对保持在低速,验证剩余的坐标轴和坐标X的值时,如果Y轴坐标值是一致的与图案;搅拌摩擦焊设备厂家!一次性完成焊接及焊缝整形, 过程高效、焊缝美观;焊接强度高,气密性好。

搅拌摩擦焊焊缝应力低、变形小。搅拌摩擦焊接温度低于常规熔焊方法,焊接过程中没有材的凝固收接头的残余应力低,焊接结构的变形小,其主要原因是焊接过程中搅拌工具的轴肩和搅拌上特殊设计言三位移沟槽和螺纹对焊缝区域的材料实施动态锻压作用,进一步降低了焊缝区域的残会|力和结构变形。搅拌摩擦焊是自动化焊接工艺、生产效率高。搅拌摩擦焊的施焊条件是具有机床设备类似的运动伺服以及焊接参数的传感、设置和控制。焊接过程类似于铣床机械加工,焊接参数容易实现直接的测量和控制。非常适合自动化焊接。产品生产不需要严格的焊接工人培训和认证,只需要简单的数控操培训就可以从事批量化的工业产品生产。焊接生产效率由设备的运动控制决定,对于薄板铝合金材料如,2mm的661lAL材料,焊接速度可以达到6m/min。而且,搅拌摩擦焊接深度直接由搅拌工具的搅拌针的长度决定。对于厚度0.5~100mm的铝合金板材,搅拌摩擦焊可以一次单道实现焊接,与普通熔焊工艺相比较,生产效率可以提高5~10倍。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。传统焊接,人工成本高,技术工人不容易培养,弧光近距离容易对身体造成伤害;搅拌摩擦焊绿色环保无污染。东莞好的搅拌摩擦焊价钱
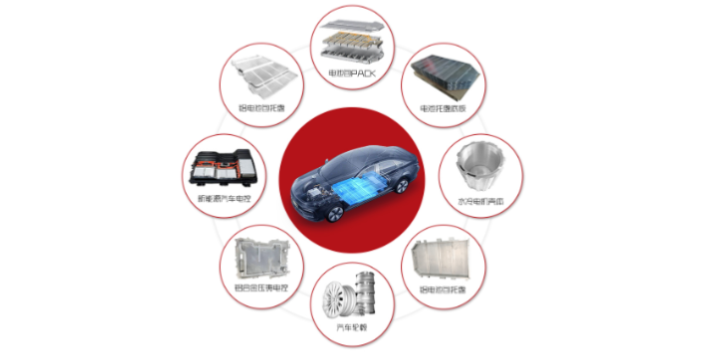
搅拌摩擦焊接技术已经应用于汽车工业领域,含新能源汽车的电池壳体电控水冷电机壳体。东莞好的搅拌摩擦焊价钱
搅拌摩擦焊设备日常检查 搅拌摩擦焊设备的正确使用维护能有效提升设备寿命,而定时检查能及时发现问题进行维护,使设备能更好地运行。 一、开关检查【开启设备之前】 1、确保设备运行场地和环境干净整洁; 2、检查有无泄漏和连接松动故障; 3、检查电控柜内元器件表面和伺服电机表面是否清洁。 二、日检查【每次设备使用时】 1、确认伺服电机的运行声音是否正常; 2、刀柄、搅拌摩擦焊接工具夹持可靠,定位准确无污损; 3、各开关、按键、接头外形完好,反应灵敏,受损更换。 三、周检查【每40小时】 1、检查松动零件并且保证所有螺钉都固定可靠; 2、确保各轴的行程限位开关安装位置准确。禁止随意调整行程开关位置。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。东莞好的搅拌摩擦焊价钱
广东焊威新能源设备有限公司在搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接一直在同行业中处于较强地位,无论是产品还是服务,其高水平的能力始终贯穿于其中。焊威新能源是我国机械及行业设备技术的研究和标准制定的重要参与者和贡献者。焊威新能源致力于构建机械及行业设备自主创新的竞争力,多年来,已经为我国机械及行业设备行业生产、经济等的发展做出了重要贡献。
上一篇: 惠州搅拌摩擦焊水冷板厚度
下一篇: 惠州搅拌摩擦焊西安