上海减速电机机械制造
20世纪70-80年代,世界上减速器技术有了很大的发展,且与新技术 的发展紧密结合。通用减速器的发展趋势如下:1、高水平、高性能:圆柱齿轮普遍采用渗碳淬火、磨齿,承载能力提高4倍以上,体积小、重量轻、噪声低、效率高、可靠性高;2、积木式组合设计:基本参数采用优先数,尺寸规格整齐,零件通用性和互换性强,系列容易扩充和花样翻新,利于组织批量生产和降低成本;减速机3、型式多样化,变型设计多:摆脱了传统的单一的底座安装方式,增添了空心轴悬挂式、浮动支承底座、电动机与减速器一体式联接,多方位安装面等不同型式,扩大使用范围。促使减速器水平提高的主要因素有:1、理论知识的日趋完善,更接近实际(如齿轮强度计算方法、修形技术、变形计算、优化设计方法、齿根圆滑过渡、新结构等);2、采用好的材料,普遍采用各种质量合金钢锻件,材料和热处理质量控制水平提高;3、结构设计更合理;4、加工精度提高到ISO5-6级;5、轴承质量和寿命提高;6、润滑油质量提高。在现代机械中应用极为很广。上海减速电机机械制造
自20世纪60年代以来,中国先后制订了JB1130-70《圆柱齿轮减速器》等一批通用减速器的标准,除主机厂自制配套使用外,还形成了一批减速器专业生产厂。全国生产减速器的企业有数百家,年产通用减速器25万台左右,对发展中国的机械产品作出了贡献。20世纪60年代的减速器大多是参照苏联20世纪40-50年代的技术制造的,后来虽有所发展,但限于当时的设计、工艺水平及装备条件,其总体水平与国际水平有较大差距。 开放以来,中国引进一批先进加工装备,通过引进、消化、吸收国外先进技术和科研攻关,逐步掌握了各种高速和低 速重载齿轮装置的设计制造技术。材料和热处理质量及齿轮加工精度均有较大提高,通用圆柱齿轮的制造精度可从JB179-60的8-9级提高到GB10095-88的6级,高速齿轮的制造精度可稳定在4-5级。部分减速器采用硬齿面后,体积和质量明显减小,承载能力、使用寿命、传动效率有了较大的提高,对节能和提高主机的总体水平起到很大的作用。中国自行设计制造的高速齿轮减(增)速器的功率已达42000kW,齿轮圆周速度达150m/s以上。但是,中国大多数减速器的技术水平还不高,老产品不可能立即被取代,新老产品并存过渡会经历一段较长的时间。河南行星齿轮减速电机当逆向转矩大于电机的运动惯性时,电机会快速减速或停止。
维护润滑脂的选择根据行走减速机轴承负荷选择润滑脂时,对重负荷应选针入度小的润滑脂。在高压下工作时除针入度小外,还要有较高的油膜强度和极压机能。钙基润滑脂具有良好的抗水性,通水不易乳化变质,能适用于潮湿环境或与水接触的各种机械部件的润滑。按照工作温度选择润滑脂时,主要指标应是滴点,氧化安定性和低温机能,滴点一般可用来评价高温机能,轴承实际工作温度应低于滴点10-20℃。合成润滑脂的使用温度应低于滴点20-30℃。不同的润滑油禁止相互混合使用。油位螺塞、放油螺塞和通气器的位置由安装位置决定。油位检查:1、切断电源,防止触电。等待减速机冷却;2、移去油位螺塞检查油是否充满;3、安装油位螺塞。油的检查:1、切断电源,防止触电。等待减速机冷却;2、打开放油螺塞,取油样;3、检查油的粘度指数:如果油明显浑浊,建议尽快更换;4、对于带油位螺塞的减速机:检查油位,是否合格;安装油位螺塞。
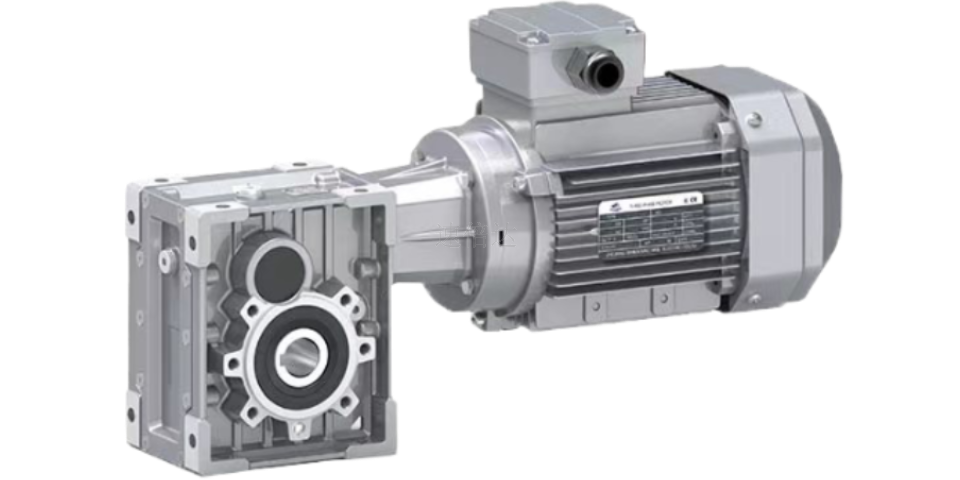
减速电机分类1.按电机分类主要有以下类别。[1] (l)交流(包括带制动)电机:有三相交流电机(12OW一30kw)和单相交流电机(IW一1o2w)。(2)直流(包括带制动)电机:有电磁式(几瓦到几十千瓦)和永磁式(几瓦到几千瓦)直流电机。(3)交(直)流伺服电机。(4)各种控制电机和特种电机。2.按齿轮箱传动方式分类主要有以下类别。(l)齿轮传动:包括斜齿轮,蜗轮蜗杆,锥(伞)齿轮,行星齿轮。齿轮传动经典的传动,单级传动效率高达98%以上,结构简单,可靠性高,寿命长(设计寿命20年),功率范围大(可达30kw)。[1] (2)摆线针轮:采用行星传动原理,摆线轮与针轮啮合,实现了多齿同时啮合传动,避免了断齿的可能性。它结构紧凑,体积小,传动比大,一级速比可达1:119,单级传动平均效率达9O%以上。[1] (3)谐波传动:是由谐波发生器产生机械波,然后通过柔性齿轮变形,产生齿间相对位移而达到传动目的。优点为单级传动比可达1:50,啮合齿数多,承载能力高,体积小,质量轻,单级传动效率达印%一9O%。但柔轮做成薄壁结构,在反复变形状态下工作,热处理要求较高。一般用于中、小功率的传动,电机功率在10kw以下。拆装减速机时,应尽量避免锤击,以免损坏正常机件。
传动装置齿轮减速机是一种传动设备,其随着工作的时间越久从而就会加大其内部传动装置的磨损。那么应当从哪些方面来分析齿轮减速机内部传动装置的磨损问题呢?齿轮减速机中的齿轮装置(齿轮机架和减速机)内的损失包括以下三方面:1、齿间的滑动摩擦损失。2、轴承,滑动轴承和滚动轴承内的损失。3、喷溅和搅动润滑油的损失。齿轮减速机内的损失问题,要关系到齿轮传动装置内的摩擦损失,滚动和滑动轴承的摩擦损失,以及润滑油的消耗量和黏度问题。常用的控制技术包括PWM(脉宽调制)控制和直接反馈控制。连云港市nmrv减速电机
它具有电机刹车和减速机的功能,可以快速制动电机并将其转速降低到所需的范围内。上海减速电机机械制造
选择规格:通用减速器和**减速器设计选型方法的比较大不同在于,前者适用于各个行业,但减速只能按一种特定的工况条件设计,故选用时用户需根据各自的要求考虑不同的修正系数,工厂应该按实际选用的电动机功率(不是减速器的额定功率);后者按用户 条件设计,该考虑的系数,设计时一般已作考虑,选用时只要满足使用功率小于等于减速器的额定功率即可,方法相对简单。通用减速器的额定功率一般是按使用(工况)系数KA=1(电动机或汽轮机为原动机,工作机载荷平稳,每天工作3~10h,每小时启动次数≤5次,允许启动转矩为工作转矩的2倍),接触强度安全系数SH≈1、单对齿轮的失效概率≈1%,等条件计算确定的。所选减速器的额定功率应满足PC=P2×KA×KS×KR≤PN式中PC—计算功率(KW);P N—减速器的额定功率( KW);P 2—工作机功率(KW);KA—使用系数,考虑使用工况的影响;KS—启动系数,考虑启动次数的影响;KR—可靠度系数,考虑不同可靠度要求。上海减速电机机械制造
上一篇: 河南减速电机总代理
下一篇: 盐城市厂家直销减速电机