潍坊完全混合式厌氧反应器装置
内循环厌氧反应器(IC反应器)中气液分离器的作用:
气液分离器又称气水分离器,它处于IC反应器罐体沿口的上方,位置高出发酵液的液面,气液分离器的作用是:
(1)从发酵液中分离出沼气下反应室产生的沼气连同发酵液,经由一级提升管进入气液分离器;如果采用二级提升,上反应室产生的沼气连同发酵液经由二级提升管进入气液分离器。发酵液中的沼气,在气液分离器中实现沼气(气)与发酵液(液)的分离。
(2)是发酵液内循环的中转站下反应室的发酵液经由提升管进入气液分离器、分离出沼气后,在重力的作用下,进入回流管,再次返回到下反应室,从而形成了发酵液从下到上、再从上到下的内循环。气液分离器相当于发酵液内循环上行与下行路途上的一个“中转站"。 外循环厌氧反应器抗冲击负荷能力强。潍坊完全混合式厌氧反应器装置
厌氧反应器
发酵液酸化的原因:
在启动运行阶段,在产甲烷菌尚未得到大量的富集之前,采用了过高的容积负荷水解产酸菌倍增时间较短、繁殖较快,而产甲烷菌的倍增时间较长,繁殖较慢。在启动运行过程中,当产甲烷菌尚未充分富集起来之前,如果有机负荷过高,水解产酸菌的代谢旺盛,产甲烷菌来不及消耗产酸菌所产生的乙酸,从而会导致有机酸的积累,引起pH值下降。
在反应器运行过程中,如果反应器并未超负荷运行,却出现了酸化的现象,那么,很有可能是由于厌氧污泥出现了过度的流失。污泥流失所带来的严重后果是产甲烷菌的丧失。污泥流失尽管也丧失了产酸菌,但产酸菌能得到较快的增殖和补充,由于产甲烷菌数量的不足,不能及时地将乙酸转化为甲烷,从而导致酸化现象的发生。
在运行过程中厌氧消化条件发生了较大的变化与波动在反应器的运行过程中,如果厌氧消化条件(如有机负荷、温度、碱度、pH值以及有毒物质的浓度等因素)出现了较大的波动时,由于水解产酸菌的适应能力强,受到的影响较小;而产甲烷菌的适应能力弱对这些变化的因素更为敏感,从而会受到一定程度的抑制。在这种情况下,水解产酸菌产生的VFA不能全部被产甲烷菌所消耗,从而使厌氧消化系统内会出现有机酸的大量积累。 烟台厌氧反应器厂家在多池并联的运行系统中,各个反应器可以按序列进水。

厌氧消化条件:
厌氧消化细菌的生长繁殖需要适宜的环境条件,它们对营养物质、温度、pH值等都有一定的要求,如果有些条件得不到满足,就要采取一定的措施给予弥补:①可生化性:判断废水能否进行厌氧处理重要的指标是有机废水的可生化性。可生化性用废水的BOD与COD的比值即B/C比来衡量。②营养物质:要从产生废水的生产工艺及废水的化学成分上,了解废水的营养成分能否满足厌氧消化细菌的需要,尤其是不能缺少氮(N)和磷(P)。③有毒物质:要从排放废水的生产工艺中,了解废水中是否存在有毒物质。如果存在有毒物质,要用实验的方法,进一步了解有毒物质对厌氧消化产生抑制作用的临界浓度,并制定出消除0作用的方法。④固体悬浮物:要了解废水中的固体悬浮物和沉淀物的数量,并据此确定采用什么样的预处理工艺,以及选择什么样的厌氧反应器。⑤pH值:废水的pH值要在4.0~8.0的范围内,超出了这个范围,就要考虑对其进行调整的可行性。⑥排放温度:要了解废水排放温度能否满足厌氧消化微生物对温度的要求。如果废水温度不合适,就要对废水作加温或冷却处理。
碧州环保与日本水处理**合资成立碧州雅矿环保新材料(上海)有限公司,引进幵发了特种絮凝剂、特种树脂、电渗析、特种水处理药剂及膜技术和产品,进一步完善了公司在水处理领域的工艺链和技术产品库。碧州环保的业务领域涉及工业废水处理、垃圾渗沥液处理、餐厨垃圾废水处理、畜禽粪污处理、污泥处理、中水回用、废气处理、沼气净化、环保设备销售和托管运营方面。经过十多年的发展,碧州环保已为制药、化工、发酵、食品、饮料、淀粉、造纸、光伏、半导体、垃圾渗滤液、畜禽粪污和市政等领域的众多高级的企业提供了环保技术服务,深受广大客户的好评。未来,我们仍将坚持以“服务为导向”的原则,以科技创造价值,合作创造共赢,革新创造未来为理念,以先进的技术、前茅的服务、追求好的的工作态度为客户提供专业的环境问题解决方案和工程技术服务。UBF反应器是有UASB和AF结构的复合式反应器。
厌氧反应器的运行温度
温度会影响微生物的代谢速率和生长速率以及沼气产量和沼气中各种气体成分的比例,还会影响到厌氧消化系统中各种化学成分的溶解度和酸碱度的平衡。
通常中温厌氧比较高效的温度运行范围是35~39℃之间。并且随着温度的上升,产甲烷活性缓慢上升,达到最大值后,如果温度继续上升,则产甲烷菌的活性又会突然下降,即厌氧中温反应的运行温度任何时候不得超过40℃。
而当厌氧反应器温度低于25℃时,水解酸化菌的活力***降低,不能为产甲烷菌提供足量的底物,从而影响了甲烷的产量。事实上,产甲烷菌是可以在低于25℃的条件下,仍然具有较高的产甲烷活性。 传统的完全混合厌氧反应器是借助消化池内厌氧活性污泥来净化有机污染物。湖北完全混合式厌氧反应器公司排名
连续搅拌反应器系统,或称全混合厌氧反应器,是一种使发酵原料和微生物处于完全混合状态的厌氧处理技术。潍坊完全混合式厌氧反应器装置
厌氧处理有其自身的诸多优点,但也有不足之处,其中比较明显一点为经厌氧处理后的废水不能直接实现达标排放:有机废水经厌氧处理后,出水的COD值一般都比较高。只通过单一的厌氧处理很难直接达到排放标准,通常还要对厌氧出水进行后续的好氧处理或者物化处理,才能实现达标排放。一般来说,厌氧处理通常只能用于处理COD<2000mg/L的有机废水。即便它们的COD去除率相同,但厌氧出水COD的数值还是高于好氧出水的COD数值。如果它们处理同样浓度的有机废水,厌氧处理的效率不一定逊于好氧处理。但现在的问题在于,用厌氧方法处理COD<1500mg/L的有机废水,还不是十分的经济。潍坊完全混合式厌氧反应器装置
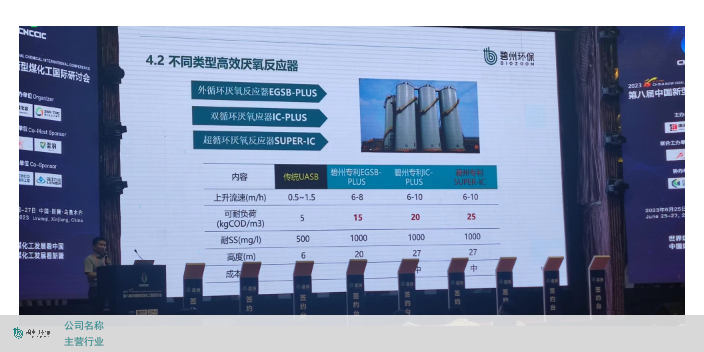
碧州环保是一家技术服务型企业,专注厌氧及其衍生技术,拥有多项厌氧相关**技术和产品,其中高效厌氧反应器及沼气生物脱硫技术、厌氧氨氧化技术达到行业靠前水平,碧州同时拥有微砂高速沉淀器和射流曝气器等**产品。业务领域涉及污水处理、中水回用、污泥处理、有机固废处理、沼气净化、环保设备销售和托管运营等方面,为国内外一百多个客户提供了技术产品和工程服务,得到广大的客户的认可和好评。公司拥有二十余项厌氧相关**技术和设备,其自主研发的双循环厌氧反应器(ICPLUS).外循环厌氧反应器(EGSBPLUS).超循环厌氧反应器(SUPERIC)及全混式厌氧反应器(CSTRPLUS)等高效厌氧反应器以及沼气生物脱硫技术、高效生物脱氮技术、厌氧氨氧化技术、微砂高速沉淀系统和射流曝气器达到国际先进水平,已在工业和市政领域得到了大量的应用。
上一篇: 浙江超重力脱硫反应器污水处理
下一篇: 山东厌氧反应器处理费用