福建EGSB厌氧反应器采购
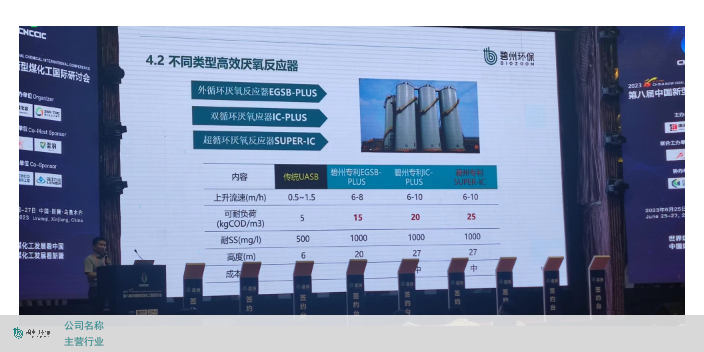
EGSB PLUS厌氧反应器的特点:EGSB PLUS是在传统EGSB的基础上进行优化创新,提高处理效率的高效厌氧反应器。通过外循环为反应器提供充分的上升流速,保持颗粒污泥床的膨胀和反应器内部的良好传质,提高反应器的处理效率。气液分离模块将沼气、水和污泥实现良好分离,沼气由顶部进入沼气输送系统,废水由出水管流入后续处理系统,厌氧污泥回流至污泥床。应用领域:适用于化工废水、淀粉废水、造纸废水、养殖废水、酒精废水和其他轻工食品等高浓度有机废水的处理。厌氧接触工艺是在连续搅拌完全混合式厌氧消化反应器的基础上进行了改进的一种较高效率的厌氧反应器。福建EGSB厌氧反应器采购
厌氧反应器
颗粒污泥形成学说:(1)晶核说:Lettinga认为,在厌氧污泥中存在无机盐构成的晶核,例如不溶性的CaCO3就是其中的一种。微生物围绕着这个晶核逐渐成长为颗粒污泥。(2)电荷中和说:细菌细胞的表面带负电荷,在金属正离子的作用下,细菌表面的负电荷被中和。由于减少了同性电荷之间的静电斥力,使得细菌能够互相凝聚成团,形成颗粒污泥。(3)胞外多聚物说:该学说是Wiegant在1987年提出的,主要论点可以归纳为以下几点:①废水中存在甲烷八叠球菌和甲烷丝菌,他们在生长过程中具有自然聚集成核的现象,还具有附着在其他颗粒物表面的能力。聚集与黏附的能力可以导致比较初的颗粒污泥核的形成。②颗粒污泥核的形成过程始终伴随着水力负荷和产气负荷的作用,水力负荷和产气负荷这两种作用力之和称为选择压。③由选择压引起的运动能产生剪切力,使密度较大的污泥核转化成球状的颗粒污泥。④选择压上升到一定程度时,会把絮状污泥洗出厌氧反应器。絮状污泥从反应器中被洗出的过程称为水力分级或水力筛选作用。⑤质子移位-脱水说:该学说是Tay等在2000年提出的,该学说认为,污泥颗粒化可分为细菌表面脱水、颗粒核形成、颗粒成熟及颗粒后成熟4个阶段。浙江完全混合式厌氧反应器厂家IC PLUS厌氧反应器具有缓冲pH值的能力。
水解产酸菌与产甲烷菌的关系:(1)水解产酸菌为产甲烷菌提供生长和产甲烷所需要的基质;这里所指的水解产酸菌包括发酵细菌和产乙酸菌。发酵细菌首先把各种复杂的有机物水解发酵成简单的低分子有机物。这些物质接着被产乙酸菌所利用,成为产乙酸菌生长的底物。产乙酸菌则将这些底物进一步代谢成乙酸、氢和二氧化碳,又为产甲烷菌提供了生长和产甲烷的底物。(2)产甲烷菌为水解产酸菌消除有机酸和氢的负面影响,并提供促进生长的因子,包括质子调节、电子调节以及营养调节等。(3)水解发酵细菌、产乙酸菌和产甲烷菌相互制约:发酵细菌和产乙酸细菌的迅速繁殖会引起有机酸的积累,产甲烷菌的生长代谢会因pH值的下降而受到抑制;产甲烷菌对乙酸、氢和二氧化碳的迅速转化也同样会受到水解产酸菌的水解和产酸速度的限制。
厌氧处理的优点:(1)运行成本低。厌氧处理每去除1kgCOD的耗电量约为好氧处理的1/8,动力消耗少;(2)动力设备只需要进水水泵,处理设备的故障较少,易于操作和管理;(3)可产生沼气能和污泥肥,1m3沼气用于干烧锅炉相当于1kg原煤;1m3沼气可发电;(4)对废水COD的适应范围广,从几千mg/L到十几万mg/L的废水都能够处理;(5)对营养物的需求量少。由于微生物增长缓慢,细胞物质产量少,因此对各种营养物的需求量相对较少,约为好氧处理的1/5;好氧处理的COD:N:P为100:5:1;而厌氧处理的COD:N:P为500:5:1;(6)可间断运行。产甲烷菌的內源代谢强度低,可长时间耐受饥饿而存活;(7)处理装置容积小,好氧处理的容积有机负荷一般只有(m3d),而厌氧处理的容积有机负荷能达到2~40kgCOD/(m3d)。 外循环厌氧反应器拥有高负荷。
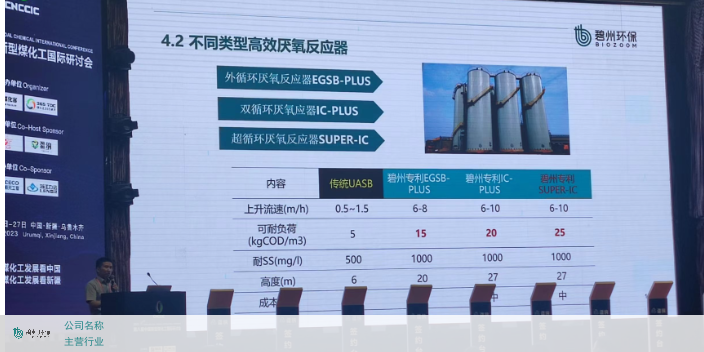
EGSB厌氧反应器的工作原理:EGSB反应器是对UASB反应器的改进,与UASB反应器相比,它们很大的区别在于反应器内液体上升流速的不同。在UASB反应器中,水力上升流速Vup一般小于1m/h,污泥床更像一个静止床,而EGSB反应器通过采用出水循环,其流速Vup一般可达到2~4m/h,所以整个颗粒污泥床是膨胀的。EGSB反应器这种独有的特征使它可以进一步向着空间化方向发展,反应器的高径比更高。因此对于相同容积的反应器而言,EGSB反应器的占地面积大为减少。内循环厌氧反应器通过内循环自动稀释进水,保证反应室进水浓度的稳定性。湖北三仓式厌氧反应器
通过厌氧反应器的处理,能够消化有机物质,提取沼气等可再生能源,同时产生有机肥料。福建EGSB厌氧反应器采购
pH值对厌氧消化的影响:
①发酵液的pH值在6.2~8.0的范围内,厌氧消化能够顺利进行。当pH<6.2或pH>8.0时,厌氧消化会受到一定程度的抑制或完全的抑制。pH<6.2时,产甲烷菌的代谢受抑制
②在厌氧消化过程中,反应器中发酵液的pH值能自然稳定在6.5~7.5的范围内,并不需要人工进行调节。如果发酵液的pH值超出6.2~8.0的范围,预示着反应器可能出现问题或已经出现了问题,这时才需要采取一定的措施进行人工干预。
③能迅速产酸的有机废水(如含糖和淀粉的废水)进入反应器后,会导致pH值下降,一经消化,pH值便会迅速上升与恢复。
④含大量蛋白质或氨基酸的废水进入反应器后,由于氨/铵的释放,pH值会有所上升。
⑤厌氧消化反应适宜的pH值为6.5~7.5。但这并不意味着进水的pH值都必须要达到6.5~7.5的范围。很多酸性有机废水在进入厌氧反应器前,不必把废水的pH调节至中性。
⑥用碱调节pH值偏低的废水也是有益的,因为可以增加进水中的碱度,增强对厌氧消化液pH值的缓冲能力。 福建EGSB厌氧反应器采购
上一篇: 山东循环氢脱硫反应器运营成本
下一篇: 石家庄碱法生物脱硫反应器哪家好