销售焊管机组机械结构
焊管机组能够得到这么范围广的应用跟它自身的优势是分不开的。焊管机组行业的发展如此迅速,要想立于不败之地,就需要提高焊管机组的生产质量,做好焊管机组的调试和日常维护工作。那么焊管机组日常维护及调试要注意什么呢?一般来说,焊管机组的制定一定要符合安全操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的健康和安全造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏。还要注意调整焊管机组中飞锯的单向阀,要注意飞锯小车和钢管生产速度保持同步,这样可以有效的避免锯片被损坏。在日常生活中还要注意定期的对焊管机组进行检查和维修,及时的了解焊管机组的性能,如果出现故障的话,就要注意及时做相应的措施进行修理。焊管机组的平均价格水平是什么?销售焊管机组机械结构
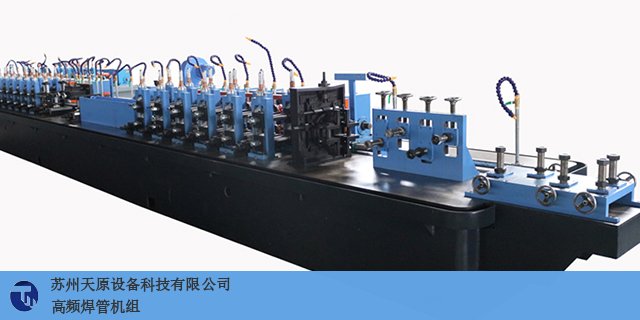
焊管机组
扩口强度和压扁强度比较好,焊管坯的几何尺寸,管坯的宽厚偏差会改变边缘的加热温度和挤压量,合格的产品需要符合标准。如果管坯边缘存在弯曲、镰刀弯及波皱等现象,通过成型机时就会偏离孔型,造成带钢两边弯曲,轧辊调整不好也会造成带钢跑偏或管坯变形等现象,影响焊和质量或根本无法焊和。低压流体输送用焊管也叫普通焊管,俗称黑管,低压流体输送用镀锌焊管又称镀锌电焊钢管,俗称白管,普通碳素钢电线套管是工业与民用建筑、机械设备安装等电气安装工程中用于保护电线的钢管,直缝电焊钢管是焊缝与钢管纵向平行的钢管。高频焊管是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢局部加热到熔化状态,通过轧辊的挤压,使对接焊缝实现晶间接合,从而符合焊缝焊和的要求,高频焊管是一种感应焊,它不需要焊缝填充剂,不产生焊和飞溅,焊和热影响区窄,成形美观,焊和力学性能好,因此在钢管的生产中是比较常用的。浙江机械焊管机组厂家直销焊管机组由这些设备组成!
焊管机组平辊跑偏原因分析平辊发生跑偏主要有以下几种原因造成(不包括原料的镰刀弯等缺陷)。(1)孔型中心不正孔型中心位量不正时管坯在轧制过程中就会偏离轧制中心线而发生跑偏。在孔型变形角大于90°时,上下辊孔型中心都不正时,管坯就会向孔型中心偏移方向翻起,当下辊孔型中心不正时,管坯也同样会向孔型中心偏移方向翻起;当上辊孔型中心不正时,管坯则会向相反方向翻起.如果管坯变形角小于90"时,除上下孔型整体偏移时与大于90°变形相反外,其余均与同类型偏移翻起方向相同。这是轧辊的几种轴向位移后,而造成的孔型中心不正,致使管坯跑偏的具体表现。在处理中,可根据轧辊的装配结构,检查轧辊的定位装置和轴等有无锁定失效和松动失控的现象,并及时调整紧固后再生产。
焊管与焊管机组是不一样的,焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。焊接钢管生产工艺简单,生产效,品种规格多,设备少,但一般强度低于无缝钢管。1、焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。而且,相对而言,较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊2、按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。3、按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。4、按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管、脚手架管和螺旋焊管。焊管机组的工作特点是什么?

焊管机组与钢管区别是很大的。钢管外观上,无缝钢管和焊接钢管区别在焊管内壁有焊筋,而无缝的没有。辨认方法:看管子内部,因为外部都会处理的,焊管是里边有条缝隙有的可以看到,有的处理,就不容易看到,你可以用手慢慢触摸,再或者看规格,焊管都比较薄的,无缝钢管厂家,焊管是用不锈钢钢带用机器直接做出来的(卷起来的),无缝是用圆钢或者管坯穿孔穿起来的。图片无缝钢管制作原理生产制造方法按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并去掉表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。经均整机均整壁厚,经定径机定径,达到规格要求。焊管机组常见的问题及原因分析。江西正规焊管机组规格
焊管机组的价格是什么?销售焊管机组机械结构
高频焊管实际生产中会产生一些缺陷,有时不会是一种原因造成的,通常是多种因素综合作用而产生的。焊接缺陷的产生也会由焊接区域以外的其他原因造成,因此,对缺陷应综合考虑多方因素,细致的分析原因解决问题。夹杂物夹杂物缺陷的形成机理为金属氧化物没有随熔融的金属挤出而被夹在了焊接熔合面上而形成的一种缺陷。这些金属氧化物通常是在V角熔融的金属表面形成的,当带钢边缘接近速度小于熔化速度,熔化速度高于熔融金属排出速度的时候,会在V型口的顶点形成一个含有熔融金属和金属氧化物的夹杂带,金属氧化物经正常挤压不能完全排出,洁净的金属溶液面在锻焊过程中掺杂这些金属氧化物而形成缺陷。此类缺陷会导致焊缝压扁后开裂,在焊缝断口会看到夹杂物,这类缺陷呈现形式不同,有时会单个出现,有时会呈链状出现。夹杂物缺陷预防措施:(1)V形角严格控制在4~6(2)机组调整确保稳定的开口角长度(3)带钢化学成分中Mn/Si比大于8:1(4)减少焊接区域氧化预弧这类缺陷实际是预弧造成的熔合不足,通常是带钢边缘毛刺或或氧化皮、铁锈掉落在V角顶点前形成过桥,造成短路引起电流跳动产生预弧现象,短路电流改变了电流方向降低了V角处的热量。瞬时分流产生的缺陷。销售焊管机组机械结构
上一篇: 河南性能优良焊管机组出厂价格
下一篇: 陕西不锈钢焊管机供应商家