浙江重型厚板激光加工
厚板激光加工是一种高能量密度可控性好的无接触加工,我们以A3厚板激光切割加工为例,它将激光束聚焦成直径可小于,使焦点处的功率密度可超过107W~108W/M2,被照射的材料很快被加热至汽化温度,蒸发形成小孔。A3厚板激光切割加工时还加与被切材料相适应的辅助性气体,以加速材料的熔化、吹走熔渣或保护切缝不被氧化。许多金属材料,不管它有什么样的硬度,都可以用激光进行无变形的切割。A3厚板激光切割加工与常规加工方法相比,同样具有明显的优势。在热切割方法中,氧可燃烧(如乙炔)切割和等离子切割都不能像激光束那样集中能量于一个极小区域,结果导致切口宽、热影响区大和较明显的工件变形。氧可燃烧切割设备小、投资少,可切割厚达1m的钢板,是很灵活的切割工具,主要用来切割低碳钢。激光切割的特点:激光切割目前较多用于钣金加工行业,激光切割速度快,精确度高。对中厚板材、铝板、不锈钢等金属板材的切割有很大的优势。激光切割与其它切割方法比较有一定的优势,对一些钣金零件其他切割法需要特定的模具且只能对薄板进行冲、剪加工,激光切割与这些切割方法相比柔性好,可随时进行任意形状工件的切割加工且不用模具。杭州厚板激光加工定制工厂有哪些呢?浙江重型厚板激光加工
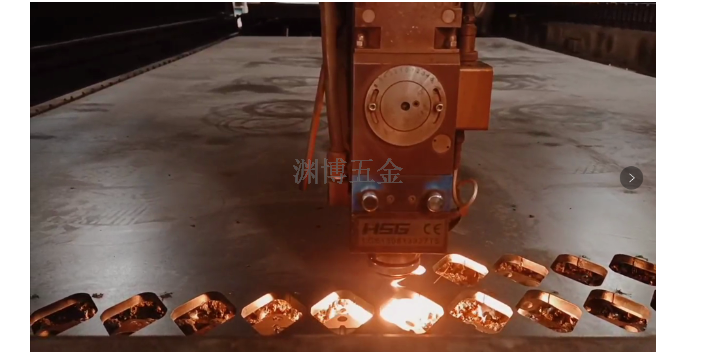
速度太慢1)造成过熔,切断面较粗糙。2)切缝变宽,尖角部位整个溶化。3)影响切割效率。3.确定适当的切割速度从切割火花判断激光切割加工速度可否增快或减慢1)火花由上往下扩散2)火花若倾斜时,则说明切割速度太快)火花呈现不扩散且少,聚集在一起,则说明速度太慢。激光切割加工速度适当切割面呈现较平稳线条,且下半部无熔渍产生。
工件材质对激光切割精度有一定影响。同样情况下,不同材质的切割精度也稍有不同,即使是同一材质,如果材料的成分不同,切割的精度也会有差异。那么,激光切割加工时怎么才能做到高精度呢?济南激光切割厂经过多年实践总结出提高激光切割加工精度的几个关键技术:一是焦点位置控制技术。聚焦透镜焦深越小,焦点光斑直径就越小,因此控制焦点相对于被切材料表面的位置十分重要。 镇江一站式厚板激光加工生产厂家厚板激光加工直销工厂哪家便宜?

在厚板激光加工上也是会存在难度的,那么激光切割厚板难在哪里?激光切割机对于10mm厚以下钢板的切割已不成问题。但如果要切割更厚的钢板,往往要求助于输出功率超过5kW的高功率激光器,而且切割质量也明显下降。由于高功率激光器设备成本昂贵,其输出的激光模式也不利于激光切割,所以传统激光切割方法在切割厚板时,不具备优势。金属切割厚板的存在以下技术难点:1.准稳态燃烧过程维持比较困难。金属激光切割机实际切割过程中,能切透的板厚是有限的,这与切割前沿铁不能稳定燃烧密切相关。燃烧过程要能持续进行,切缝顶部的温度必须达到燃点。单独靠铁氧燃烧反应释放的能量,实际上不能确保燃烧过程持续进行。一方面,是由于切缝被喷嘴喷出的氧流连续冷却,降低了切割前沿的温度;另一方面,燃烧形成的氧化亚铁层覆盖在工件表面,阻碍氧的扩散,当氧的浓度降低到一定程度时,燃烧过程将会熄灭。
厚板激光加工我们很熟悉,但你知道激光加工参数吗?激光加工参数如激光功率、加工速度、分辨率、频率数等的具体意义与作用是什么?首先,激光加工参数之激光功率与加工速度,激光加工参数里的激光功率及加工速度是材料加工参数数据库里重要的两个参数,从0至100%以百分比的形式来设置。;激光功率表示激光的输出功率,100%为激光输出功率,对于木材的深色激光雕刻加工及印章激光雕刻加工,一般来说,需要较高的激光功率,反之,在如纸张材料的激光加工时刚需选用较低激光功率;激光加工速度是指激光加工头的移动速度,激光头的高速移动对应较短的激光加工时间,低速移动对应较长的激光加工时间,例如,TroLase材料的大区域激光雕刻加工通常选用较高的速度(80-100%),而对于在木材上的精细照片雕刻加工,速度则应该设置在10%以内,这一激光加工参数设置同时也将影响激光切割加工的效果。激光加工参数之PPI和频率,PPI(=每英寸脉冲数量)表示激光雕刻加工过程中每英寸材料接收到的激光脉冲的数量,为了达到非常好的激光雕刻效果,须与打印设置面板中所设置的分辨率相同或是其倍数,若设置为“自动”,JobControl激光应用软件将自动优化设置这一激光加工参数。厚板激光加工工厂定制。

针对厚板激光加工中存在的问题,一是厚板激光切割与焊接。以前,由于高功率激光器的价格昂贵,加上性能稳定性也欠佳,因此激光切割与焊接技术主要局限于薄板与中厚板(一般不超过20mm)。近年来,国产万瓦级甚至2万瓦级别光纤激光器研制成功并趋于稳定,刺激了中厚板乃至厚板激光切割与焊接市场的需求。目前,厚板激光焊接应用还滞后于激光切割,主要是基于万瓦级激光焊接工艺,特别是激光-电弧复合焊接工艺发展还相对滞后。但是可以预期,不需要多长时间,这个空档就会被填上。二是激光增材制造,主要聚焦于激光选区熔化成形技术。因为该技术可以实现集成制造,即将多个零件,多种结构作为一个零件,实现集成制造。这不但可以减少零件数目,提高装备可靠性,还可以实视零件减重,减小体积,达到结构功能一体化,因此特别受到航空航天领域的关注。三是激光高速熔覆技术。众所周知,由于环保方面的限制,金属电镀已在许多地方都受到限制。但是,材料表面的耐腐蚀、耐磨性及耐热性在许多工况下又是“刚需”,因此寻找环境友好的替代技术迫在眉睫。激光高速熔覆技术的沉积效率高,性能好,性价比高,对环境无污染,正好填补了表面处理的空档,因此在将来有更为较多的应用。 激光占空比一般调多少?宁波精密厚板激光加工出厂价格
厚板激光加工销售工厂都有哪些?浙江重型厚板激光加工
我们在对厚板激光加工时,往往会采用传统会聚性光束进行激光切割时,激光束作用于表面的区域很小,由于激光功率密度很高,所以不在激光辐射的区域,工件表面温度达到了燃点,而且由于热传导,一个更宽的区域达到了燃点温度。厚板切割时,切割速度相当慢,工件表面铁氧燃烧的速度要比切割头行进的速度快。燃烧持续一段时间后,由于氧的浓度下降,而导致燃烧过程熄灭。只有当切割头行进到该位置时,燃烧反应又重新开始。切割前沿的燃烧过程是周期性地进行,这样就会导致切割前沿的温度波动,切口质量变差。板厚方向氧纯度和压力难以维持恒定。金属激光切割机厚板切割时,氧纯度下降也是影响切口质量的重要因素。氧流的纯度对切割过程有强烈影响。当氧流纯度下降,铁氧燃烧率将下降10%;纯度下降5%时,燃烧率将下降37%。燃烧率下降将减少了燃烧过程输入到切缝中的能量,降低了切割速度,同时切割面液态层中铁的含量增加,从而增大到熔渣的粘性,导致熔渣排出困难,这样在切口下部就会出现严重的挂渣,使切口质量变得难以接受。为了保持切割稳定进行,要求在板厚方向切割氧流的纯度及压力要基本保持恒定。 浙江重型厚板激光加工
杭州渊博五金机械有限公司位于新塘街道桥南沈村。公司业务涵盖浙江钣金加工,精密箱柜加工,萧山厚板激光加工,机床外罩钣金加工等,价格合理,品质有保证。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。在社会各界的鼎力支持下,持续创新,不断铸造***服务体验,为客户成功提供坚实有力的支持。
上一篇: 常州机械机柜加工哪家好
下一篇: 宁波一站式钣金加工价位