湖北视觉检测生产
彩色相机在现代工业生产中扮演着举足轻重的角色,尤其是在产品颜色提取学习领域。这种高精度设备不仅能够捕捉产品表面的各种颜色细节,还能通过先进的图像分析技术,深入挖掘产品的颜色信息。在这一过程中,彩色相机能够准确地检测并输出产品的颜色个数,为生产线的颜色管理提供了有力支持。此外,彩色相机还能检测出产品之间的微小色差,这对于那些对颜色一致性要求极高的行业来说至关重要。同时,它还能分析产品的色序,确保在生产过程中颜色的搭配和排列符合预设标准。彩色相机的这些功能共同构成了一个颜色质量控制体系,不仅提升了产品质量检测的效率和准确性,还有助于企业实现生产过程的自动化和智能化。定制机器视觉检测服务人工智能通过深度学习能够适应一系列环境,使其在众多行业中都有所应用。湖北视觉检测生产

在好的软件而言,它不仅要满足用户当前的需求,还要具备前瞻性和可扩展性。因此,软件必须支持定制及后续升级这一点显得尤为关键。定制功能使得软件能够更精确地适应不同用户的特定需求,无论是行业特色还是个性化设置,都能通过定制得到完美呈现。而后续升级则是软件持续进化的保障,随着技术的不断进步和用户需求的变化,软件需要不断地进行更新和优化。这样,不仅能够确保软件的稳定性和安全性,还能使其在未来具备检测其它产品的能力,从而拓宽应用领域,延长软件的生命周期。这种既立足当下又着眼未来的设计理念,是每一个软件开发者都应该追求的目标。山东工业视觉检测ccd机器视觉的诸多应用场景和功能,均可归为四种基本功能——识别、测量、定位和检测。

在现代化的生产线上,机器视觉技术被广泛应用,以确保产品的质量和生产的效率。针对法式小面包的外包装检测,机器视觉发挥着至关重要的作用。通过高精度摄像头捕捉面包包装的每一个细节,机器视觉系统能够迅速且准确地判断是否存在破包、连包、无料或破袋等问题。一旦检测到任何不符合标准的情况,系统会立即触发警报或自动将不合格品剔除,从而保证了生产线上法式小面包的整洁、完好与品质。这一过程不仅提高了检测速度和准确性,还减少了人工检测可能带来的误差和疏漏,为生产企业节约了大量成本,同时也增强了消费者对于产品质量的信任感。机器视觉技术的应用,无疑是现代食品工业生产中不可或缺的一环。
生物图像分析在现代科学研究中占据着举足轻重的地位。它深入探索了生物世界的微观奥秘,其中涉及的研究对象从基本的形状结构到复杂的组织切片不一而足。科学家们通过高精度的显微镜,仔细观察并分析细胞内的染色体配对情况,这为我们理解遗传密码提供了有力工具。在医学领域,生物图像分析更是发挥着不可替代的作用。通过对细菌、病毒以及其他病原体的外形尺寸进行精确测量,研究人员能够更准确地了解它们的生物学特性,从而为疾病的预防提供关键信息。此外,生物图像分析还广泛应用于质量检测领域。在生产过程中,对产品进行表面损伤检测是确保产品质量的重要环节。借助先进的图像分析技术,即使是微小的瑕疵也无处遁形,这提高了产品质量和生产效率。人工智能通过深度学习能够适应一系列环境,使其在众多行业中都有所应用。
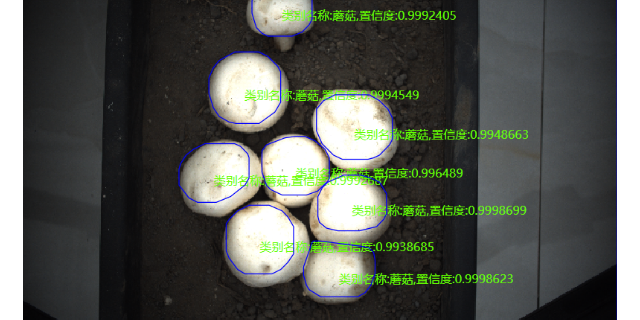
我们的机器视觉检测产品能够实时准确地识别和检测生产线上的各类缺陷和异常情况。无论是产品表面的瑕疵、尺寸偏差还是装配错误,我们的系统都能快速捕捉并及时报警,确保产品质量符合标准。这不仅可以避免因质量问题带来的客户投诉和退货,还能提升企业的品牌形象和市场竞争力。其次,我们的产品还具备智能化的数据分析和统计功能。通过对大量生产数据的收集和分析,我们的系统能够帮助企业发现生产过程中的潜在问题和改进空间。基于这些数据,企业可以进行精细化的生产调整和优化,提高生产效率和产品质量,降低废品率和生产成本。采用机器视觉检测设备,能够快速准确的区分筛选出不良品或合格品,精细率几乎高达99.99%。广东视觉检测应用
颜色识别视觉检测系统主要用于彩色产品的分选、检测、识别等,如电子元器件内部绕线判别,电缆排线识别等。湖北视觉检测生产
机器视觉就是用机器来代替人眼做测量和判断的系统,它通过光学装置和非接触传感器自动获取目标对象的图像,并由图像处理设备根据所得图像的像素分布、亮度和颜色等信息进行各种运算处理和判别分析,以提取所需的特征信息或根据判别分析结果对某些现场设备进行运动控制。相比人类视觉,机器视觉在精确性、速度性、适应性、客观性、重复性、可靠性、效率性、信息集成方面优势明显。从具体参数看,机器检测比人工视觉检测优势明显:机器视觉检测比人工视觉检测效率高、速度快、精度高、可靠性好,同时,工作时间更长、信息方便集成、适应恶劣环境。可以找南京熙岳智能科技有限公司来定制哦!湖北视觉检测生产
上一篇: 天津视觉检测设备
下一篇: 福建ccd视觉检测软件